ВЫБОР КРИТИЧЕСКИХ КОНТРОЛЬНЫХ ТОЧЕК В ПРОЦЕССЕ ПРОИЗВОДСТВА МИНЕРАЛЬНОЙ ВОДЫ
1ФГБОУ ВПО «Пензенский государственный университет архитектуры и строительства», магистр техники и технологии
2ФГБОУ ВПО «Пензенский государственный университет архитектуры и строительства», к.т.н., доцент
3ФГБОУ ВПО «Пензенский государственный университет архитектуры и строительства», к.т.н., доцент
Аннотация
В рамках создания систем менеджмента безопасности пищевой продукции необходимо определить критические контрольные точки для контроля наиболее опасных факторов. В статье рассмотрены основные принципы выбора ККТ на примере производства минеральной воды.
Ключевые слова: критические контрольные точки, системы менеджмента качества
THE CHOICE OF CRITICAL CONTROL POINTS IN PRODUCTION OF MINERAL WATER
1Penza State University of Architecture and Construction, master of technics and technology
2Penza State University of Architecture and Construction, Candidate of Technical Sciences, Associate Professor
3Penza State University of Architecture and Construction, Candidate of Technical Sciences, Associate Professor
Abstract
In the framework of creation the safety management systems of food products it is necessary to determine a critical control points to control the most dangerous factors. In the article the main principles of choice the CCP on the example of mineral water production are considered.
Рубрика: 08.00.00 ЭКОНОМИЧЕСКИЕ НАУКИ
Библиографическая ссылка на статью:
Умярова С.Ж., Тарасов Р.В., Макарова Л.В. Выбор критических контрольных точек в процессе производства минеральной воды // Современные научные исследования и инновации. 2014. № 6. Ч. 2 [Электронный ресурс]. URL: https://web.snauka.ru/issues/2014/06/36153 (дата обращения: 31.07.2026).
В пищевой промышленности одно из главных требований потребителя – безопасность пищевых продуктов. На сегодняшний день одной из основных моделей управления качеством и безопасностью пищевой продукции предприятий промышленно развитых стран является система НАССР. В переводе с английского Hazard Analysis Critical Control Points – анализ опасностей по критическим точкам контроля. Данная система специально разработана для пищевой промышленности.
НАССР – это система определения рисков, опасных факторов, установления критических контрольных точек (ККТ) по всей цепочке изготовления, допустимых пределов и, опять же, контроль с целью исключения или снижения рисков [1].
Система получила признание благодаря результативности управления краткосрочными рисками, связанными с пищевой продукцией. НАССР позволяет идентифицировать возможные опасности, оценить связанные с ним риски и управлять ими с позиции обеспечения безопасности пищевых продуктов [2].
В рамках создания данной системы необходимо определить процедуры производственного процесса, где применение дополнительных мероприятий в рамках системы ХАССП должно свести к минимуму возможность появления опасных факторов или устранить его. От сложности вида продукции зависит количество критических контрольных точек. Рассмотрим основные принципы выбора ККТ на примере производства минеральной воды на предприятии ООО ТД «Кувака и К».
На первом этапе необходимо определить опасные факторы в рамках производственного процесса. Опасный фактор в системе ХАССП – биологический, химический или физический фактор, который с достаточной вероятностью может привести к заболеванию или повреждению, если его не контролировать.
Для каждого учитываемого опасного фактора определение ККТ проводится с помощью применения алгоритма метода «Дерева принятия решений» [3…5]. Следует задавать вопросы данного алгоритма в отношении каждого вида используемого сырья и каждого этапа технологического процесса. Алгоритмы выбора ККТ по видам сырья и по технологическому процессу представлены на рис. 1 и рис. 2.
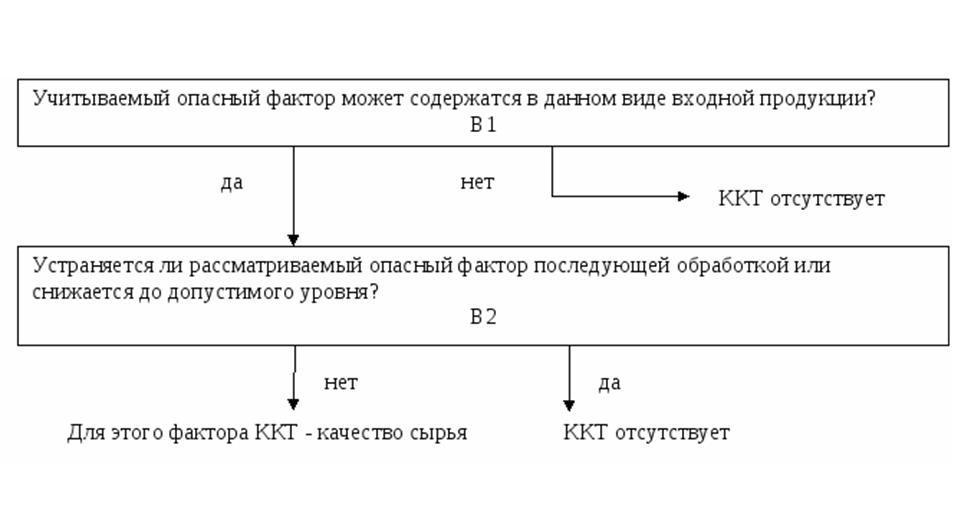
Рисунок 1 – Алгоритм выбора ККТ по видам сырья
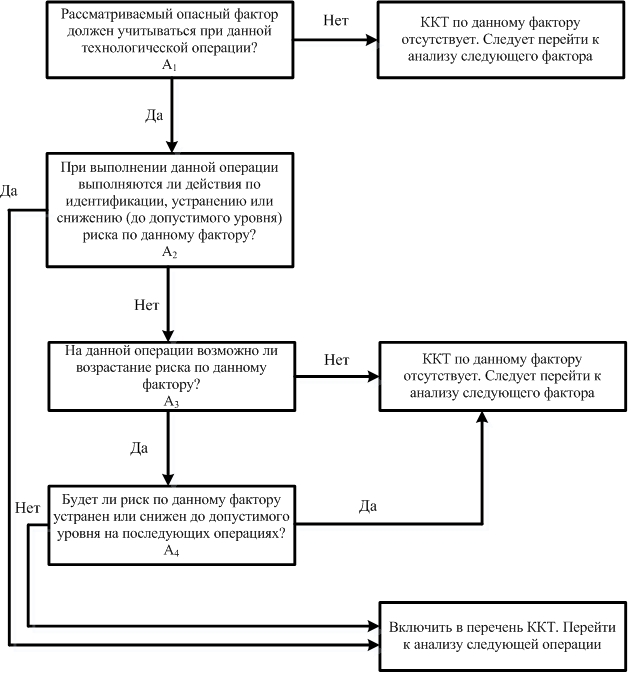
Рисунок 2 – Алгоритм метода «Дерева принятия решений» для определения ККТ по технологическому процессу
В таблицах 1-10 представлены результаты проведенного анализа:
Таблица 1. Анализ сырья на наличие ККТ по микробиологическому фактору
|
Наименование опасного фактора |
Наименование сырья |
В1 |
В2 |
ККТ (номер) |
|
КМАФАнМ |
Вода |
+ |
- |
1 |
|
БГКП – бактерии группы кишечной палочки |
Вода |
+ |
- |
2 |
Таблица 2. Анализ сырья на наличие ККТ по химическому фактору
|
Наименование опасного фактора |
Наименование сырья |
В1 |
В2 |
ККТ |
|
Диоксид углерода (избыточное содержание) |
Вода |
- |
- |
- |
|
Элементы моющих и дезинфицирующих средств, остаточные количества средств |
Вода |
+ |
- |
3 |
|
Токсичные элементы |
Вода |
+ |
- |
4 |
Таблица 3. Анализ сырья на наличие ККТ по физическому фактору
|
Наименование опасного фактора |
Наименование сырья |
В1 |
В2 |
ККТ |
|
Загрязнение смазочными материалами |
Вода |
+ |
- |
5 |
|
Отходы жизнедеятельности персонала |
Вода |
+ |
+ |
- |
|
Личные вещи |
Вода |
+ |
+ |
- |
|
Элементы технологического оснащения |
Вода |
+ |
+ |
- |
Таблица 4. Анализ технологических процессов на наличие ККТ по микробиологическому фактору: КМАФАнМ
|
№операции |
Наименование операции |
А1 |
А2 |
А3 |
А4 |
ККТ |
|
1 |
Фильтрация |
+ |
- |
+ |
- |
6 |
|
2 |
Сатурация |
- |
- |
- |
- |
- |
|
3 |
Розлив воды и укупорка, этикетирование |
- |
- |
- |
- |
- |
Таблица 5. Анализ технологических процессов на наличие ККТ по микробиологическому фактору: БГКП – бактерии группы кишечной палочки
|
№операции |
Наименование операции |
А1 |
А2 |
А3 |
А4 |
ККТ |
|
1 |
Фильтрация |
+ |
- |
+ |
- |
7 |
|
2 |
Сатурация |
- |
- |
- |
- |
- |
|
3 |
Розлив воды и укупорка, этикетирование |
- |
- |
- |
- |
- |
Таблица 6. Анализ технологических процессов на наличие ККТ по химическому фактору: элементы моющих и дезинфицирующих средств, остаточные количества средств
|
№операции |
Наименование операции |
А1 |
А2 |
А3 |
А4 |
ККТ |
|
1 |
Фильтрация |
- |
- |
- |
- |
- |
|
2 |
Сатурация |
- |
- |
- |
- |
- |
|
3 |
Розлив воды и укупорка, этикетирование |
+ |
+ |
- |
- |
8 |
Таблица 7. Анализ технологических процессов на наличие ККТ по химическому фактору: токсичные элементы
|
№операции |
Наименование операции |
А1 |
А2 |
А3 |
А4 |
ККТ |
|
1 |
Фильтрация |
+ |
+ |
- |
- |
9 |
|
2 |
Сатурация |
- |
- |
- |
- |
- |
|
3 |
Розлив воды и укупорка, этикетирование |
+ |
+ |
- |
- |
10 |
Таблица 8. Анализ технологических процессов на наличие ККТ по физическому фактору: загрязнение смазочными материалами
|
№операции |
Наименование операции |
А1 |
А2 |
А3 |
А4 |
ККТ |
|
1 |
Фильтрация |
- |
- |
- |
- |
- |
|
2 |
Сатурация |
- |
- |
- |
- |
- |
|
3 |
Розлив воды и укупорка, этикетирование |
+ |
+ |
- |
- |
11 |
Далее необходимо провести анализ полученных ККТ и данные ввести в таблицу 9.
Таблица 9. Анализ полученных ККТ
|
Операция |
Исходные ККТ для опасных факторов |
||
|
Наименование |
Наименование учитываемого опасного фактора |
Наименование учитываемого опасного фактора |
Наименование учитываемого опасного фактора |
|
Фильтрация |
КМАФАнМ |
БГКП – бактерии группы кишечной палочки |
Токсичные элементы |
|
Сатурация |
- |
- |
- |
|
Розлив воды и укупорка, этикетирование |
Элементы моющих и дезинфицирующих средств, остаточные количества средств |
Токсичные элементы |
Загрязнение смазочными материалами |
С целью сокращения числа ККТ необходимо провести их объединение. Можно объединять ККТ с помощью следующего правила: объединение ККТ осуществляется, если они контролируются одним и тем же человеком и относятся к одной и той же операции (операция – это законченная часть технологического процесса, выполняемая на одном рабочем столе). Результаты проведенной работы представлены в таблице 10
Таблица 10. Анализ ККТ
|
Операция |
Номера исходных ККТ |
Номер объединенной ККТ |
Учитываемый фактор |
|
|
№ |
Наименование |
|||
|
1 |
Фильтрация |
1, 6 |
1 |
КМАФАнМ |
|
2,7 |
2 |
БГКП – бактерии группы кишечной палочки |
||
|
4, 9 |
3 |
Токсичные элементы |
||
|
2 |
Сатурация |
- |
- |
- |
|
3 |
Розлив воды и укупорка, этикетирование |
3, 8 |
4 |
Элементы моющих и дезинфицирующих средств, остаточные количества средств |
|
4, 10 |
5 |
Токсичные элементы |
||
|
5, 11 |
6 |
Загрязнение смазочными материалами |
||
В результате проведенной работы было выявлено шесть ККТ. А именно: на этапе фильтрации необходимо контролировать опасные факторы такие, как: КМАФАнМ, БГКП, токсичные элементы; опасные факторы, которые неодходимо контролировать на этапе розлива, укупорки и этикетирования следующие: элементы моющих и дезодорирующих средств, остаточные количества средств, загрязнение смазочными материалами.
Библиографический список
- Небалуева, Л. А. Система менеджмента пищевой безопасности: технология разработки/ Л. А. Небалуева // Методы менеджмента качества.- 2005.- №8.- С. 23.
- Соклаков, В. Безопасность пищевых продуктов: стандарт ИСО 22000:2005 / В. Соклаков // Стандарты и качество.- 2006.- №12.- С. 60-63.
- Тарасов, Р.В. К вопросу применения экспертных методов в прогнозировании процессов, оценке уровня качества и принятии управленческих решений /Р.В. Тарасов, Л.В. Макарова, О.Ф. Акжигитова// Современные научные исследования и инновации. – Апрель 2014. - № 4 [Электронный ресурс]. URL: http://web.snauka.ru/issues/2014/04/33142.
- Логанина, В.И. Квалиметрия и управление качеством / В.И. Логанина, Л.В. Макарова, Р.В. Тарасов // Учебное пособие.- Пенза: ПГУАС, 2014.-304с.
- Логанина, В.И. Обеспечение качества и повышение конкурентоспособности строительной продукции / В.И. Логанина, Л.В. Макарова, Р.В. Тарасов // Монография.- Пенза: ПГУАС, 2014.-176с.
Все статьи автора «Макарова Людмила Викторовна»
© Если вы обнаружили нарушение авторских или смежных прав, пожалуйста, незамедлительно сообщите нам об этом по электронной почте.