ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ДЛЯ РЕМОНТА И ВОССТАНОВЛЕНИЯ ТОПЛИВОПРОВОДОВ ВЫСОКОГО ДАВЛЕНИЯ ТОПЛИВНОЙ СИСТЕМЫ ДВС МОБИЛЬНОЙ ТЕХНИКИ И ОСОБЕННОСТИ РАБОТЫ С НЕЙ
1Пензенский государственный университет архитектуры и строительства, кандидат технических наук, доцент
2Пензенский государственный университет архитектуры и строительства, студент
Аннотация
Ремонт и восстановление работоспособности топливопроводов высокого давления системы питания ДВС сводится к устранению деформаций, не герметичности соединений и основной поверхности трубок. Для реализации этих мероприятий разработаны различные устройства, позволяющие выполнять работы в сжатые сроки. Работа с этими устройствами и приспособлениями не требует особой специализации и может быть выполнена обычным слесарем. В статье рассмотрена технологическая оснастка для формирования нового уплотнительного конуса наконечника топливопровода высокого давления ДВС или для полной его замены новым наконечником.
Ключевые слова: восстановление, герметичность, ремонт, технологическая оснастка, топливопровод высокого давления, уплотнительный конус.
TECHNOLOGICAL EQUIPMENT FOR REPAIR AND RESTORATION OF HIGH PRESSURE FUEL LINES THE FUEL SYSTEM OF THE INTERNAL COMBUSTION ENGINE OF MOBILE TECHNOLOGY AND FEATURES OF WORK WITH HER
1Penza state university of architecture and construction, candidate of technical sciences, associate professor
2Penza state university of architecture and construction, student
Abstract
Repair and restoration of high-pressure fuel supply system of the internal combustion engine is to remove the strain, tightness of connections and the main surface of the tubes. To implement these activities have developed various devices to perform the work in a short time. Work with these devices and a fixture does not require particular expertise and can be performed by an ordinary mechanic. In the article tooling to form a new sealing cone of the tip of the high pressure fuel line of the internal combustion engine or replacing it with a new tip.
Keywords: high pressure pipe, repair, restoration, sealing, sealing cone., technological equipment
Рубрика: 05.00.00 ТЕХНИЧЕСКИЕ НАУКИ
Библиографическая ссылка на статью:
Захаров Ю.А., Ситников Р.В. Технологическая оснастка для ремонта и восстановления топливопроводов высокого давления топливной системы ДВС мобильной техники и особенности работы с ней // Современные научные исследования и инновации. 2015. № 4. Ч. 1 [Электронный ресурс]. URL: https://web.snauka.ru/issues/2015/04/51122 (дата обращения: 31.07.2026).
Одна из неисправностей топливной аппаратуры автомобилей заключается в том, что у трубопроводов высокого давления изнашиваться рабочие поверхности наконечников и нарушается герметизация соединений.
Утечка в системе питания, помимо увеличения расхода топлива, приводит к нарушению режима работы двигателя [1-3].
Основной причиной утечек в системе питания является нарушение герметичности в топливопроводах высокого и низкого давления.
Топливопроводы высокого давления ремонтируют высадкой или заменой наконечника. Для высадки поврежденный наконечник отжигают при температуре 700…800 ºС, отрезают, а конец трубки опиливают для снятия заусенцев. Корпус высаживают на стендах гидравлическим или механическим прессом [4-7].
Устройства для высадки наконечников топливопроводов не отличаются многообразием и, как правило, могут обслуживаться без дополнительных специальных каких-либо знаний и навыков. Технологическая оснастка для ремонта топливопроводов высокого давления чаще всего включает устройство или стенд, позволяющий осуществлять формирование нового наконечника непосредственно на опиленном конце трубки топливопровода и приспособление или устройство для замены дефектного наконечника новым путем приваривания его за место дефектного (рис. 1) [1, 4-5].
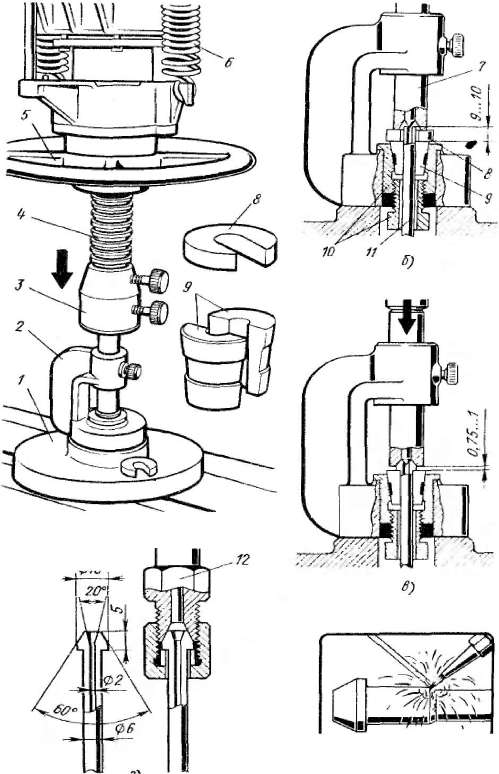
Рисунок 1 – Технологическая оснастка для ремонта топливопроводов высокого давления
а – устройство для высадки; б – установка трубки в устройство;
в – высадка конуса наконечника; г – размеры конусного наконечника;
д – приварка нового наконечника к топливопроводу;
1 – установочная плита; 2 – корпус приспособления СП-1639А
ГОСНИТИ для высадки конусов топливопроводов;
3 – втулка крепления пуансона; 4 – установочный винт;
5 – маховик; 6 – пружины; 7 – пуансон; 8 – шайба;
9 – разрезная втулка; 10 направляющие втулки;
11 трубка; 12 – штуцер-кондуктор
Среди существующих конструкций устройств для высадки наконечников топливопроводов высокого давления, на наш взгляд, наиболее перспективной является конструкция, представленная на рис. 2.
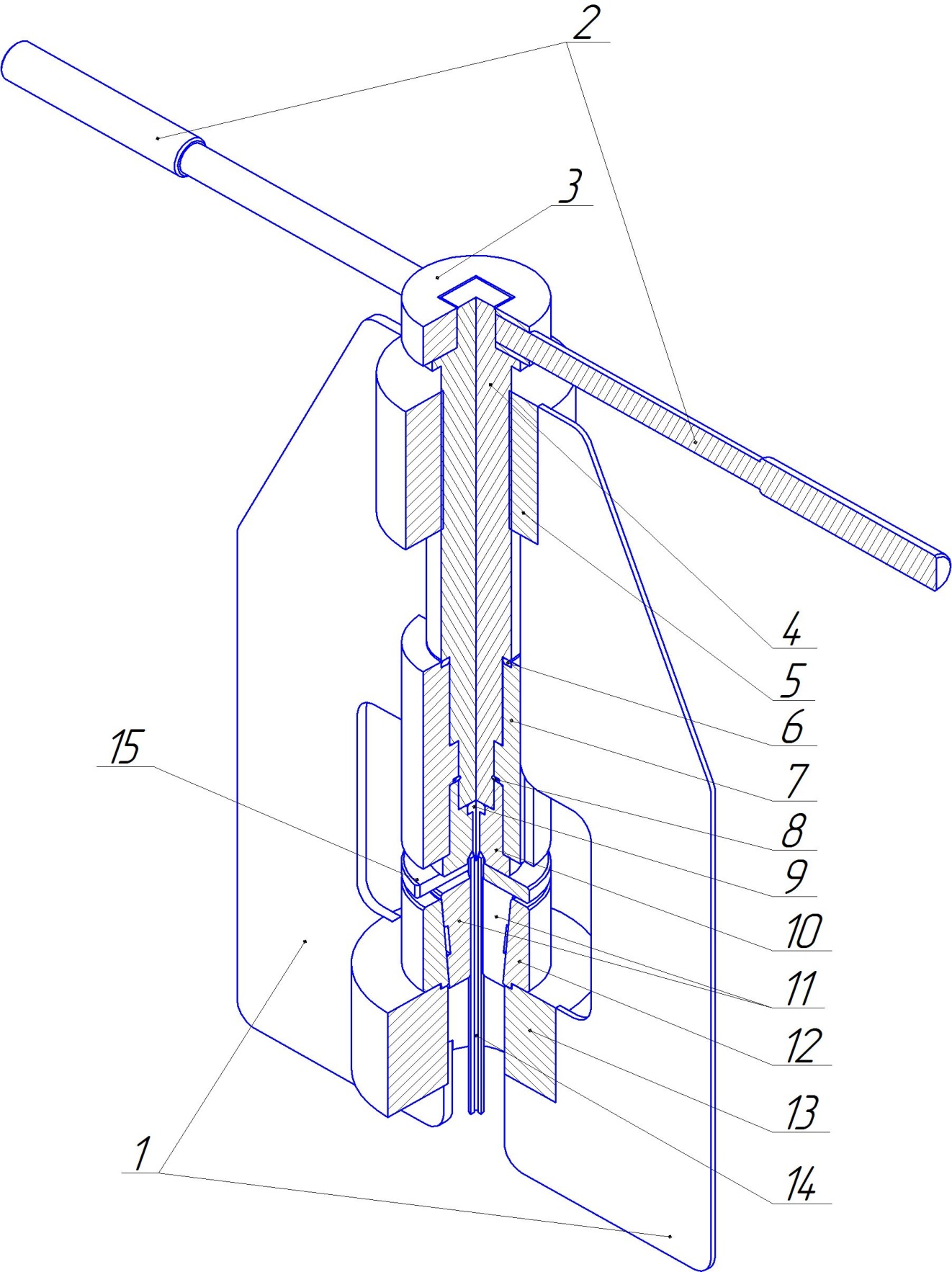
Рисунок 2 – Устройство для высадки наконечника топливопровода
с разрезной шайбой
1 – пластины корпуса; 2 – рукоятки воротка; 3 – обойма воротка;
4 – нажимной винт; 5 – втулка; 6 – шайба; 7 – втулка направляющая;
8 – кольцо стопорное; 9 – наконечник центрирующий; 10 – матрица;
11 – пуансон; 12 – втулка конусная, 13 – опора; 14 – высаживаемый
конец топливопровода; 15 – разрезная шайба.
Данное устройство имеет меньшую металлоемкость, вес и габариты. Оно простое по конструкции и надежное в эксплуатации. При необходимости это устройство вполне возможно транспортировать к месту ремонта конкретной единицы техники. При этом технологический процесс работы с устройством не требует наличия электроэнергии, прессового оборудования. Достаточно будет закрепить устройство на слесарном верстаке в тисках или струбцине и разогреть восстанавливаемый конец топливопровода для придания материалу трубки пластичности.
При восстановлении дефектный наконечник отрезают от топливопровода и торцуют образовавшийся конец. Затем высаживаемый конец топливопровода 14, через отверстие опоры 13 в вставляют между половинками пуансона 11, смонтированных в конической втулке 12. Разрезная шайба 15 давит на пуансон 11, осаживая его, тем самым, зажимая высаживаемый топливопровод 14. Вращая вороток за рукоятки 2, перемещают нажимной винт 4 вниз, оказывая давление на матрицу 10 и разрезную шайбу 15. При этом происходит калибровка положения высаживаемого топливопровода 14, его фиксация в конусной втулке 12 посредством пуансона 11. После фиксации и калибровки высаживаемого топливопровода 14 разрезную шайбу 15 извлекают, сняв давление нажимного винта 4 путем его перемещения вверх. Затем, повторно нагружают матрицу 10, вращая вороток за рукоятки 2 и перемещая нажимной винт 4 вниз до полной высадки наконечника топливопровода 14. Для извлечения топливопровода 14 из пуансона 11, конусную втулку 12 приподнимают и, под нее, устанавливают разрезную шайбу 15 и нагружают воротком. При этом половинки пуансона 11 упираются в разрезную шайбу 15 и происходит освобождение высаживаемого топливопровода 14.
Работа с устройством имеет ряд особенностей, которые необходимо учитывать для обеспечения надлежащего качества восстановления:
- После монтажа топливопровода в устройство, при первичном нагружении матрицы происходит центрирование топливопровода относительно матрицы и пуансона. В этот момент важно обеспечить правильное усилие на рукоятках воротка устройства. Должно произойти центрирование, без деформации краев трубки топливопровода.
- Высаживаемый топливопровод необходимо позиционировать таким образом, чтобы его конец выступал над поверхностью разрезной шайбы на 1-2 мм. Это позволит обеспечить необходимое положение высаживаемого трубопровода в пуансоне, что обеспечит отсутствие брака поверхности уплотнительного конуса.
- Для снижения нагрузки на элементы устройства, облегчения проведения высадки оператором и предотвращения появления микротрещин и разрывов трубки топливопровода необходимо обеспечить предварительный нагрев высаживаемого материала на 20-30 градусов выше температуры, требуемой для придания металлу пластичности. Такое превышение обусловлено передачей части тепла от топливопровода к устройству.
- Подготовка торца восстанавливаемого топливопровода в виде торцевания и опиловки со снятием фасок по внутреннему и наружному диаметрам, позволит наиболее точно позиционировать трубку относительно высаживающих поверхностей устройства.
- Устройство должно быть надежно закреплено в тисках, струбцине и так далее, для предотвращения повреждений восстанавливаемого топливопровода.
- Формообразующие поверхности устройства не должны иметь заусенцев и задиров, а также могут быть покрыты слоем смазки для облегчения высадки наконечника топливопровода.
- Для облегчения освобождения половинок пуансона из конической втулки также рекомендуется применять консистентную смазку или графит.
В случае возникновения необходимости полной замены дефектного наконечника или недостаточной длинны трубки топливопровода, применяют сварное соединение нового наконечника с торцом трубки, освобожденной от прежнего наконечника.
Для реализации такого способа применяют ряд устройств и приспособлений, лучшим из которых, на наш взгляд, является простая конструкция приспособления способная обеспечить максимальное удобство работы с ним, доступ ко всей поверхности стыковочного шва для сварки, высокую степень центрирования соединяемых деталей, имеющую наименьшую металлоемкость и надежность всех элементов (рис. 3).
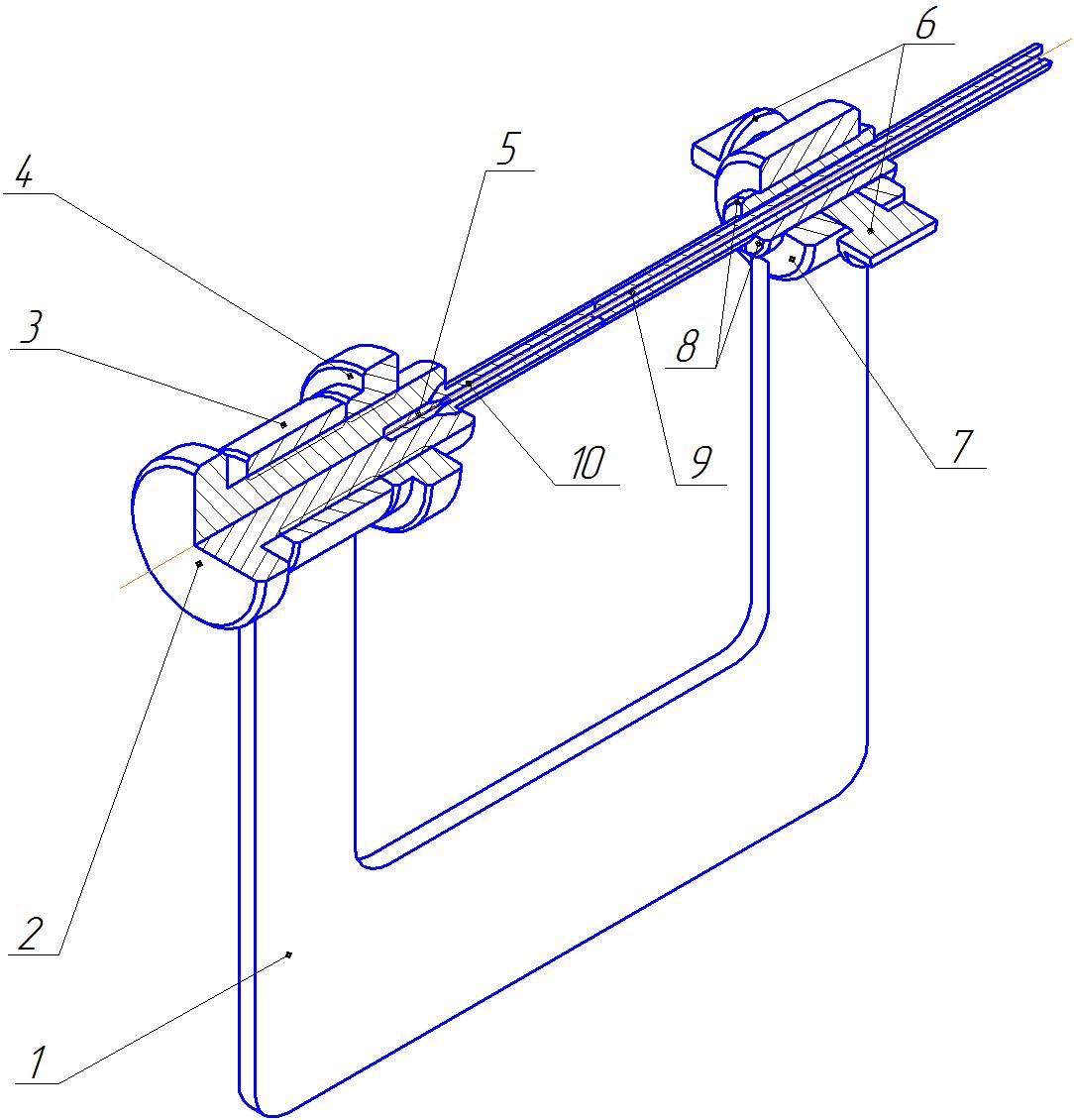
Рисунок 3 – Приспособление для замены наконечника топливопровода приваркой нового
1 – скоба; 2 – зажимной винт; 3 – втулка; 4 – контргайка;
5 – центрирующий стержень; 6 – фиксирующие винты;
7 – направляющая втулка; 8 – сухари; 9 – топливопровод;
10 – новый наконечник
Приспособление крепится в тисках на верстаке или в струбцине за скобу 1. Новый наконечник 10 монтируют в устройство, уперев его в центрирующий стержень 5. Топливопровод 9 через сухари 8 вводится в направляющую втулку 7 и фиксируется винтами 6. Вращая зажимной винт 2, прижимают наконечник 10 к топливопроводу 9. Создав необходимое усилие прижатия, деталей друг к другу, зажимной винт 2 фиксируют контргайкой 4.
Завершив все работы, восстановленный топливопровод демонтируют с приспособления и отправляют его на контроль сечения сварки.
Работа с приспособлением и его конструкция так же имеют некоторые особенности:
- Центрирующий стержень может быть выполнен сменным и иметь различную форму центрирующе-калибрующей части. Это не только повысит степень центрирования деталей, но и позволит обеспечить максимальное совмещение соединяемых частей.
- Возможно применение калибрующего стержня, смонтированного непосредственно в месте стыка двух деталей, что еще более повысить центрирование и качество сопряжения элементов топливопровода.
- Приспособление позволяет осуществлять осевое перемещение сопрягаемых деталей для обеспечения доступа к не проваренного участка стыка сваркой.
- Сухари желательно выполнять из материала, отличающегося от основного материала приспособления, для обеспечения надежной фиксации топливопровода.
- При необходимости, возможно исполнение деталей приспособления из диэлектрических материалов, что позволит значительно повысить безопасность работы с применением электродуговой сварки.
- Надежная фиксация приспособления также позволит избежать повреждения ремонтируемого топливопровода при замене наконечника.
В целом, предлагаемая техническая оснастка для ремонта и восстановления топливопроводов высокого давления топливных систем ДВС, позволяет с высокой производительностью проводить необходимые операции, как в условиях специализированных предприятий, так и в «полевых» условиях, не требуя наличия гидравлических и других прессов, индивидуального энергообеспечения и особой специальной подготовки обслуживающего персонала.
Библиографический список
- Захаров, Ю.А. Анализ оборудования, применяемого для диагностики, испытания и проверки форсунок дизельных ДВС автомобилей [Текст] / Ю.А. Захаров, Е.А. Кульков // Молодой ученый. – 2015. – №2. – С. 154-157.
- Захаров, Ю.А. Проверка, диагностика и испытание форсунок дизелей [Текст] / Ю.А. Захаров, Е.Г. Рылякин // Транспорт. Экономика. Социальная сфера. (Актуальные проблемы и их решения): сборник статей Международной научно-практической конференции / МНИЦ ПГСХА. – Пенза: РИО ПГСХА, 2014. С. 43-47.
- Захаров, Ю.А. Устройство для диагностики форсунок дизельных двигателей внутреннего сгорания [Текст] / Ю.А. Захаров, Е.А. Кульков // Materiály XI mezinárodní vědecko - praktická konference «Moderní vymoženosti vědy – 2015». - Díl 15. Technické vědy.: Praha. Publishing House «Education and Science» s.r.o - S. 45-47.
- Захаров, Ю.А. Основные неисправности форсунок дизельных двигателей внутреннего сгорания [Текст] / Ю.А. Захаров, Е.А. Кульков // Materiály XI mezinárodní vědecko - praktická konference «Moderní vymoženosti vědy – 2015». - Díl 15. Technické vědy.: Praha. Publishing House «Education and Science» s.r.o - S. 43-44.
- Захаров, Ю.А. Анализ оборудования, применяемого для диагностики, испытания и проверки форсунок дизельных ДВС автомобилей [Текст] / Ю.А. Захаров, Е.А. Кульков // Materiály XI mezinárodní vědecko - praktická konference «Moderní vymoženosti vědy – 2015». - Díl 15. Technické vědy.: Praha. Publishing House «Education and Science» s.r.o - S. 29-33.
- Захаров Ю.А., Кульков Е.А. Актуальность проведения диагностики, испытания и проверки форсунок дизельных двигателей мобильных машин // Современные научные исследования и инновации. 2015. № 3 [Электронный ресурс]. URL: http://web.snauka.ru/issues/2015/03/50010 (дата обращения: 30.03.2015).
- Захаров Ю.А., Кульков Е.А. Технологический процесс проверки топливных форсунок дизелей автомобилей «КамАЗ» модернизированным устройством для диагностики и испытания форсунок дизелей // Современные научные исследования и инновации. 2015. № 3 [Электронный ресурс]. URL: http://web.snauka.ru/issues/2015/03/49912 (дата обращения: 30.03.2015).
Все статьи автора «Захаров Юрий Альбертович»
© Если вы обнаружили нарушение авторских или смежных прав, пожалуйста, незамедлительно сообщите нам об этом по электронной почте.