АНАЛИЗ СТАБИЛЬНОСТИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПРОИЗВОДСТВА ПРОДУКЦИИ СТРОИТЕЛЬНОГО НАЗНАЧЕНИЯ
1ФГБОУ ВПО «Пензенский государственный университет архитектуры и строительства», студент
2ФГБОУ ВПО «Пензенский государственный университет архитектуры и строительства», студент
3ФГБОУ ВПО «Пензенский государственный университет архитектуры и строительства», к.т.н., доцент
4ФГБОУ ВПО «Пензенский государственный университет архитектуры и строительства», к.т.н., доцент
Аннотация
Анализ стабильности технологических процессов позволяет обеспечить высокий уровень качества готовой продукции. Эффективным инструментом такого анализа может служить гистограмма.
Ключевые слова: гистограмма, процент брака, стабильность технологических процессов
STABILITY ANALYSIS OF MANUFACTURING PROCESSES CONSTRUCTION PRODUCTS
1Penza State University of Architecture and Construction, student
2Penza State University of Architecture and Construction, student
3Penza State University of Architecture and Construction, Candidate of Technical Sciences, Associate Professor
4Penza State University of Architecture and Construction, Candidate of Technical Sciences, Associate Professor
Abstract
Stability analysis of processes ensures a high level of product quality. Effective tool for this analysis can serve as a histogram.
Рубрика: 05.00.00 ТЕХНИЧЕСКИЕ НАУКИ
Библиографическая ссылка на статью:
Денисова Е.Ю., Резевич К.С., Тарасов Р.В., Макарова Л.В. Анализ стабильности технологических процессов производства продукции строительного назначения // Современные научные исследования и инновации. 2014. № 11. Ч. 1 [Электронный ресурс]. URL: https://web.snauka.ru/issues/2014/11/41089 (дата обращения: 30.07.2026).
Для эффективного управления качеством продукции успешно применяются методы контроля и управления качеством [1-4]. К таким инструментам можно отнести гистограммы, получившие широкое распространение из-за простоты использования и достоверности получаемой информации. Рассмотрим пример построения гистограмм для прочности железобетонных изделий [5-8].
В табл. 1 представлены значения испытаний на прочность ребристых плит покрытия после ТВО, изготовленных в теплый период года.
Таблица 1 – Результаты испытаний на прочность при сжатии
|
Апрель |
Май |
Июнь |
Июль |
Август |
Сентябрь |
|
156 |
177 |
157 |
198 |
190 |
176 |
|
157 |
176 |
161 |
198 |
190 |
174 |
|
185 |
177 |
162 |
190 |
171 |
175 |
|
186 |
195 |
148 |
190 |
172 |
173 |
|
185 |
196 |
149 |
152 |
190 |
177 |
|
186 |
139 |
145 |
153 |
190 |
163 |
|
150 |
140 |
146 |
181 |
176 |
168 |
|
151 |
150 |
182 |
182 |
177 |
165 |
|
171 |
151 |
181 |
159 |
172 |
166 |
Первоначально определяем размах варьирования:
R=Xmax-Xmin=198-139=59
Размах варьирования делим на количество интервалов К, равный 10 и получаем ширину интервала:

Определяем частоту попадания полученных данных в соответствующий интервал и заносим эти значения в таблицу 1.
Таблица 1 – Значения частоты
|
Номер интервала |
Интервал |
Частота |
|
1 |
139-145 |
3 |
|
2 |
145-151 |
6 |
|
3 |
151-157 |
5 |
|
4 |
157-163 |
5 |
|
5 |
163-169 |
3 |
|
6 |
169-175 |
7 |
|
7 |
175-181 |
8 |
|
8 |
181-187 |
7 |
|
9 |
187-193 |
6 |
|
10 |
193-199 |
4 |
Находим центр распределения:
Определяем нижний (НД) и верхний (ВД) допуски:
Центр поля допуска определяется как

Затем строим гистограмму частот, где по оси ординат откладываем частоты, а по оси абсцисс – интервал (рис. 1)
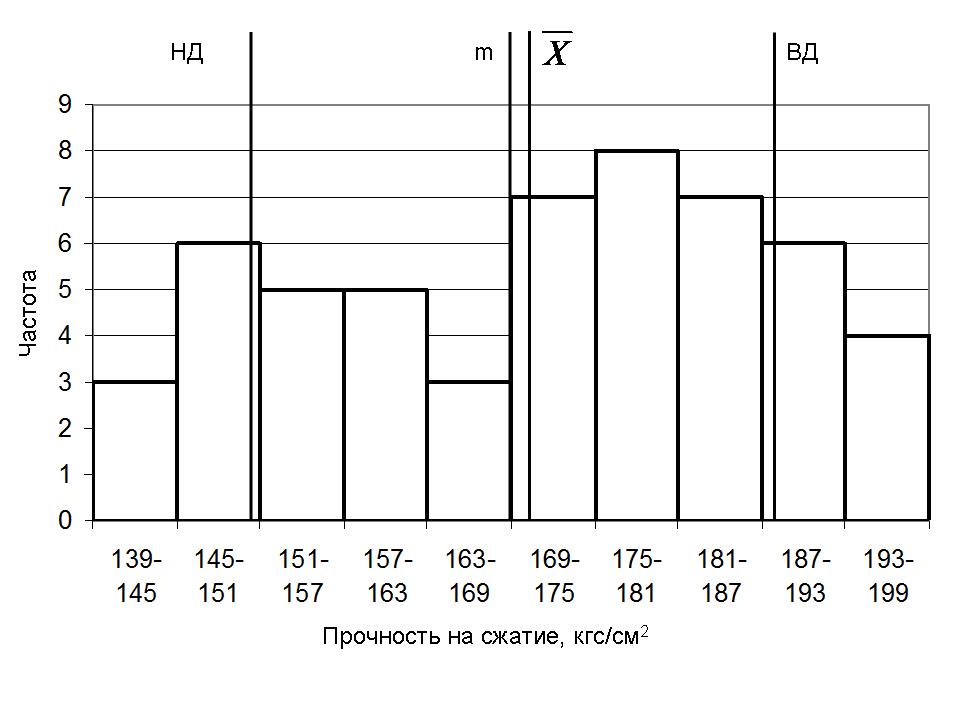
Рисунок 1 – Гистограмма распределения прочности
Для оценки воспроизводимости процесса изготовления ребристых плит покрытия необходимо убедиться в нормальности распределения. Для того чтобы уверенно считать, что данные наблюдений свидетельствуют о нормальном распределении, пользуются критериями согласия.
Критерием согласия называют критерий проверки гипотезы о предполагаемом законе распределения. Имеется несколько критериев согласия, но мы остановимся на рассмотрении критерия Пирсона. С этой целью будем сравнивать эмпирические (наблюдаемые) и теоретические частоты (вычисленные в предположении нормального распределения). Критерий Пирсона показывает, значимо или незначимо расхождение между теоретическими и эмпирическими частотами.
Критерий Пирсона определяют по формуле:
Эта величина случайная, так как в различных опытах она принимает различные, заранее неизвестные значения. Чем меньше различаются эмпирические и теоретические частоты, тем меньше величина χ2.
По таблице критических точек распределения χ2 определяют в зависимости от заданного уровня значимости и числа степеней свободы k=n-3 критическую точку ![]() (α,k).
(α,k).
Если

то нет оснований отвергать гипотезу о нормальном распределении.
Предполагая, что генеральная совокупность распределена нормально, то теоретические частоты могут быть найдены по формуле:
где n- сумма всех частот;
h- ширина интервала;
σ – СКО;
φ(ui) – определяется по таблице в зависимости от

где xo-середина интервала
![]() - среднее значение.
- среднее значение.
Вычисляем СКО:

Затем вычисляем значение u для каждого интервала(табл. 3).
Определяем по таблице функцию φ(ui), вычисляем теоретические частоты по формуле (2) и находим χ2 . Полученные результаты приведены в таблице 3.
Таблица 3 – Теоретические частоты
|
Интервал |
Частота ni |
Середина интервала Xi |
ui |
φ(ui) |
|
 |
 |
|
139-145 |
3 |
142 |
1,8 |
0,0818 |
2 |
1,890914 |
0,630305 |
|
145-151 |
6 |
148 |
1,4 |
0,1476 |
3 |
9,412858 |
1,56881 |
|
151-157 |
5 |
154 |
1 |
0,2323 |
5 |
0,148639 |
0,029728 |
|
157-163 |
5 |
160 |
0,7 |
0,3187 |
6 |
1,770851 |
0,35417 |
|
163-169 |
3 |
166 |
0,3 |
0,3802 |
8 |
20,7242 |
6,908067 |
|
169-175 |
7 |
172 |
0,06 |
0,3982 |
8 |
0,827992 |
0,118285 |
|
175-181 |
8 |
178 |
0,43 |
0,3637 |
7 |
0,601208 |
0,075151 |
|
181-187 |
7 |
184 |
0,8 |
0,2897 |
6 |
1,550846 |
0,221549 |
|
187-193 |
6 |
190 |
1,16 |
0,2036 |
4 |
3,82453 |
0,637422 |
|
193-199 |
4 |
196 |
1,53 |
0,1238 |
2 |
2,374086 |
0,593522 |
|
χ2 |
11,13701 |
Определяем число степеней свободы к=54-3=51.
Методом интерполяции находим ![]() при уровне значимости α=0,01:
при уровне значимости α=0,01:
Так как

то можно считать, что закон распределения нормальный
Для оценки воспроизводимости процесса рассчитаем коэффициент запаса точности технологического процесса.
Поскольку центр распределения и центр поля допуска не совпадают, необходимо воспользоваться показателем , который вычисляется по формуле

где

Вычисляем

Сpk <1 – процесс не воспроизводим.
Данная гистограмма говорит о том, что технологический процесс производства ребристых плит покрытия следует считать невоспроизводимым. Поэтому необходимо предусмотреть корректирующие действия, которые должны выполняться руководством предприятия.
Рассчитать процент брака можно по формуле
Р=Ф(λ1)+ Ф(λ2)
Т.к. браком будет считаться только та продукция, которая имеет значения прочности, выходящие за нижний предел, то в нашем случае формула приобретает вид Р=Ф(λ1), где

По таблице определяем: Р=Ф(1,29)=0,4015; 0,5-0,4015=0,0985. Таким образом, количество бракованной продукции составляет 9,85%.
Библиографический список
- Козицына А.В., Макарова Л.В., Тарасов Р.В. Инструменты качества как эффективный способ повышения уровня качества продукции // Современные научные исследования и инновации. – Апрель 2014. - № 4 [Электронный ресурс]. URL: http://web.snauka.ru/issues/2014/04/33360 (дата обращения: 09.04.2014).
- Козицына А.В. Инструменты повышения уровня качества и конкурентоспособности продукции [Текст] / А.В. Козицына, Л.В. Макарова, Р.В. Тарасов //Вестник магистратуры.-2014.-№ 5(32).-С.76-80.
- Логанина, В.И. Квалиметрия и управление качеством / В.И. Логанина, Л.В. Макарова, Р.В. Тарасов // Учебное пособие.- Пенза: ПГУАС, 2014.-304с.
- Логанина, В.И. Обеспечение качества и повышение конкурентоспособности строительной продукции [Текст] : монография / В.И. Логанина, Л.В. Макарова, Р.В. Тарасов.- Пенза: ПГУАС, 2014.-176 с.
- ГОСТ Р 50779.10–2000 (ИСО 3534.1-93). Статистические методы. Вероятность и основы статистики. Термины и определения.
- ГОСТ Р 50779.11–2000 (ИСО 3534.2-93). Статистические методы. Статистическое управление качеством. Термины и определения.
- ГОСТ Р 50779.30–95. Статистически методы. Общие требования.
- ГОСТ Р 50779.44–2001. Статистические методы. Показатели возможностей процессов. Основные методы расчета.
Все статьи автора «Макарова Людмила Викторовна»
© Если вы обнаружили нарушение авторских или смежных прав, пожалуйста, незамедлительно сообщите нам об этом по электронной почте.