ИССЛЕДОВАНИЕ ФУНКЦИОНАЛЬНЫХ СВЯЗЕЙ МЕЖДУ ТЕХНОЛОГИЧЕСКИМИ ПОКАЗАТЕЛЯМИ, ПАРАМЕТРАМИ ОБРАБОТКИ И УСЛОВИЯМИ ЭКСПЛУАТАЦИИ В ПРОЦЕССЕ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Московский государственный технологический университет «СТАНКИН»
Аннотация
Задача данной статьи: Исследование функциональных связей между параметрами обработки, условиями эксплуатации и технологическими показателями в процессе электроэрозионной обработки.
Решу данную задачу методом оптимизационного синтеза, в основе которого лежит процесс всевожможного исследования сложной системы с отбором нескольких вариантов решения, расчёта, этой системы, и дальнейшего выбора оптимального варианта, из предложенных, удовлетворяющего ключевым критериям. За основу методов исследования возьму модель, разработанную доктором технических наук, профессором Петуховым Юрьем Евгеньевичем. [1]
Повышение технологических показателей электроэрозионной обработки методами оптимизационного синтеза заключается в следующем, нужно выявить зависимость технологических показателей от таких параметров, как параметры обработки и условиями эксплуатации в процессе электроэрозионной обработки, исследовать эти зависимости и найти решение для каждого технологического показателя.
За основу исследования я взял схему зависимостей функциональных связей с параметрами обработки, условиями эксплуатации в процессе электроэрозионной обработки и технологическими показателями электроэрозионной обработки.
Ключевые слова: матрица инциденций, параметры обработки, функциональные связи, электроэрозионная обработка
RESEARCHING OF FUNCTIONAL RELATIONSHIPS BETWEEN TECHNOLOGICAL PARAMETERS, PROCESSING PARAMETERS AND OPERATING CONDITIONS IN THE PROCESS OF ELECTRICAL DISCHARGE MACHINING
Moscow State Technological University “Stankin“
Abstract
Task of researching: researching of functional relationships between technological parameters, processing parameters and operating conditions in the process of electrical discharge machining.
I will achive this goal by the method of optimization synthesis, that is based on the extensive researching process of complex system with several options for selecting solutions, calculation of this system and further selection of the optimal version, that satisfied to key criterias. For a basis of research methods i will took a model developed by Dr. of Technical Sciences, Professor Petukhov Yuriy Yevgenyevich . [1]
Improving performance of electrical discharge machining process by the optimization synthesis methods is the following, i need to determine the dependence of technological parameters on parameters such as processing parameters and operating conditions in the process of electrical discharge machining, explore these relationships and find a solution for each process parameter.
For a basis of research, I took a dependency diagram of functional connections with processing parameters, operating conditions in the process of electrical discharge machining and electrical discharge machining process data.
Keywords: electro-discharge machining, functional connections, processing parameters, the matrix of incidence
Рубрика: 05.00.00 ТЕХНИЧЕСКИЕ НАУКИ
Библиографическая ссылка на статью:
Гарифуллин А.А. Исследование функциональных связей между технологическими показателями, параметрами обработки и условиями эксплуатации в процессе электроэрозионной обработки // Современные научные исследования и инновации. 2014. № 2 [Электронный ресурс]. URL: https://web.snauka.ru/issues/2014/02/31778 (дата обращения: 31.07.2026).
Факторы и показатели характеристик процесса формообразования поверхностей при использовании электроэрозионной обработки.
Весомость факторов, влияющих на процесс формообразования поверхностей, при электроэрозионной обработки, определяется степенью их влияния на показатели определяющие характеристики: инструмента, обрабатываемой поверхности детали и экономических показателей процесса электроэрозионной обработки.
Наибольшее значение в данном направлении будет иметь объём и уровень исследованных и выявленных функциональных связей между факторами и показателями процесса формообразования поверхностей при электроэрозионной обработки.
Функциональные связи между параметрами обработки, условиями эксплуатации в процессе электроэрозионной обработки и технологическими показателями электроэрозионной обработки.
Я выделил следующие три основные группы факторов:
- Параметры обработки:
- Сила тока, протекающая между электродами (I) – P1.
- Напряжение, приложенное к электродам (U) – P2.
- Мощность импульсов – P3.
- Энергия импульсов – P4.
- Количество импульсов – P5.
- Амплитуда импульсов – P6.
- Частота повторения импульсов – P7.
- Длительность импульса – P8.
- Межэлектродный зазор – P9.
- Количество выплавленного металла – P10.
- Условия эксплуатации:
- Скорость съёма металла – f1 (P11).
- Подача электрода-проволоки – f2 (P12).
- Траектория движения электрода-проволоки – f3 (P13).
- Среда обработки – f4 (P14).
- Обрабатываемый материал – f5 (P15).
- Технологические показатели:
- Точность – E1.
- Производительность – E2.
- Жесткость системы – E3.
- Износостойкость детали – E4.
- Прочность детали – E5.
- Твёрдость поверхностного слоя детали – E6.
- Шероховатость поверхности детали – E7.
- Стойкость электрода-проволоки – E8.
- Равномерный износ электрода-проволоки – E9.
- Себестоимость – E10.
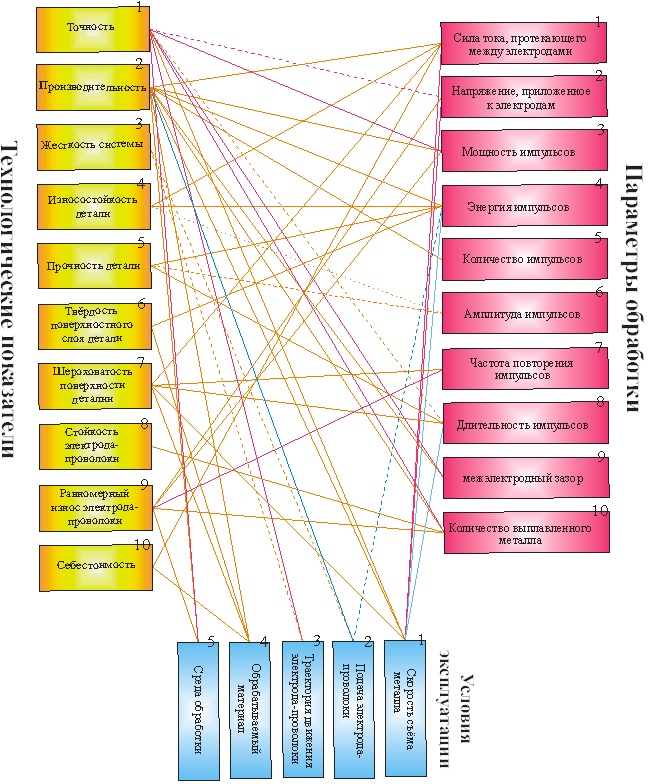
Рисунок 1 – Функциональные связи факторов и показателей процесса формообразования при электроэрозионной обработке.
Прочитав большое количество литературы и проанализировав множество проведенных ранее исследований, “прикоснувшись к процессу электроэрозионной обработке” на практике на реальном производстве, я смог выявить и определить внутренние функциональные связи факторов процесса формообразования, и внешние связи между факторами и показателями.
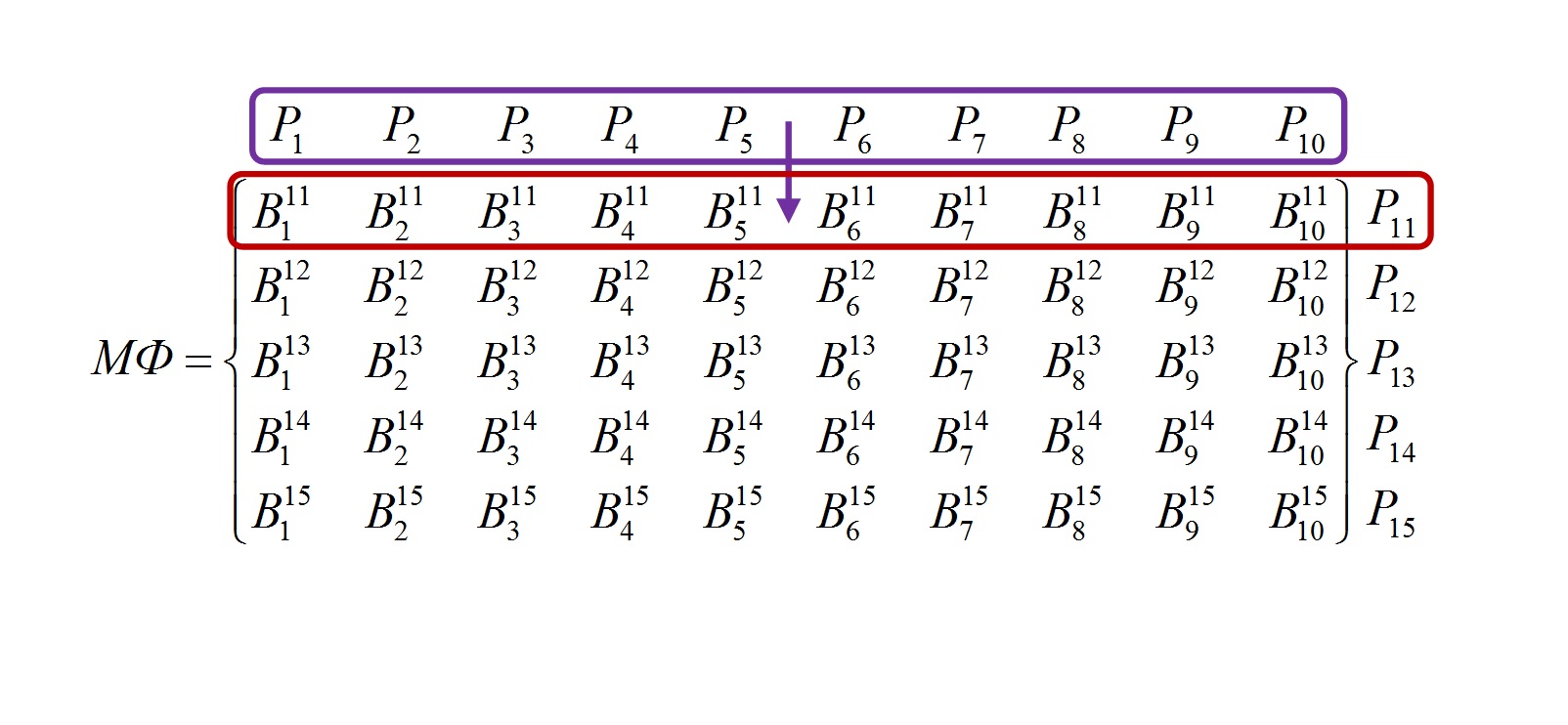
Анализ и структурирование собранной информации позволит мне объединить все полученные знания в единую базу и упростить последующий процесс создания САПР инструмента, я объединю ключевые функциональные зависимости между факторами процесса формообразования поверхностей и представлю их как матрицу МФ вида (Матрица функциональных связей между Факторами).

Представлю математическую матрицу следующим образом:
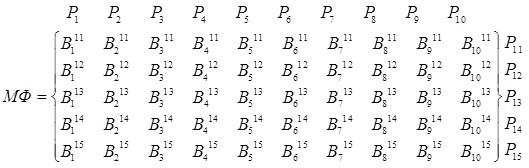
Где- элемент матрицы, представляющей собой многомерную матрицу (рис.1) которая состоит из совокупности функциональных зависимостей, табличных данных, непроверенных и неподтвержденных на эксперименте сведений, которые являются связующим звеном между рассматриваемыми факторами процесса формообразования, представленные в виде i-ой строки и j-м столбце матрицы вида МФ. Пусть номер строки соответствует N – номеру фактора и изменяется в пределах, где i=11,…,N для N<15, и номер столбца изменяется в пределах j=1,2,…,10 , соответствует номеру фактора j=N-10 для N>10. В зависимости от установленных функциональных связей или их отсутствия будет изменяться вид, структура и форма элементов
матрицы вида МФ.
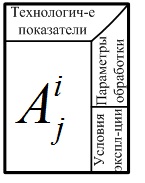
Издревле известно, что любая система входит в состав более глобальной системы и содержит в себе простые и более сложные механизмы взаимодействия с другими системами, поэтому рассмотрю более сложные элементы взаимодействия в процессе формообразования в электроэрозионной обработке с помощью трехмерной матрицы (рис.2) , это позволит мне ещё глубже и качественнее проанализировать и зафиксировать все факторы взаимодействия не только в рамках электроэрозионной обработки, а также учитывая другие смежные области: материаловедение, сопротивление материалов, энергетика и т.д. Это позволит расширить фокус внимания и оценить эффективность процесса электроэрозионной обработки и даст возможность увидить новые рычаги решения задач актуальных на данный момент в инструменетальном производстве.
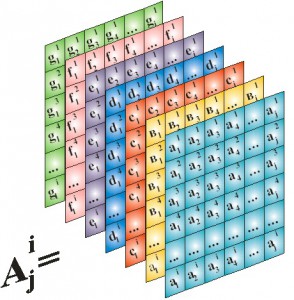
Рисунок 2 – Трехмерная матрица с множественными функциональными связями.
Запишу таким же образом матрицу вида МФП (Матрица, показывающая взаимосвязи Факторов и Показателей) процесса формообразования поверхностей при электроэрозионной обработке, т.е. матрица связи обработки, технологических показателей и условий эксплуатации:
Данная математическая матрица будет записана следующим образом:
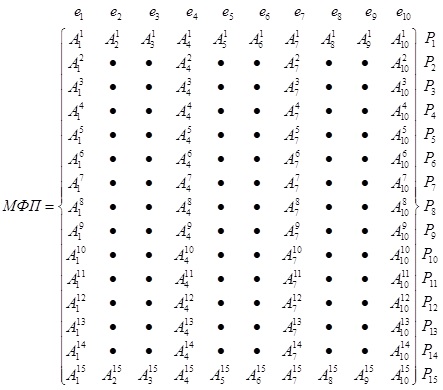
e1-e10 – это технологические показатели;
P1-P10 – это параметры обработки;
P11-P15 – это условия эксплуатации.
где - элемент данной матрицы, образующий собой многомерную матрицу, которая включает в себя: сумму функциональных зависимостей, табличных данных, неисследованных и неустановленных сведений, связывающих между собой рассматриваемые факторы, расподложенные в i-ой строке, и показатели, расположенные в j- ом столбце, матрицы МФП процесса формообразования. Номер строки соответствует номеру фактора на рис.1 и изменяется в диапазоне от i=1,2,…,15, и номер столбца соответствует номеру показателя, и изменяется в диапазоне j,2,…,13. Вид, структура и форма элементов матрицы МФП, построены аналогично (см. рис.2) элементам матрицы МФ. При этом, при отсутствии установленных функциональных связей элемент матрицы.
Представление исследованной и полученной информации таким образом, значительно упрощает систематизацию процесса построения базы данных и дальнейшего его использования. Данные матрицы могут рассматриваться как основа построения базы данных знаний процесса электроэрозионной обработки. Эти матрицы могут быть использованы как панель управления накопленными базами информации о данном процессе формообразования. Элементы данной системы не равные по значению нулю, можно рассмотреть в качестве папки системы управления, в которая будет содержать и накопливать всю информацию о взаимосвзях между фактормаи и параметрами процесса формообразования при электроэрозионной обработке.
Для создания Системы Автоматизированного Проектирования инструмента главным будет являться система показателей, которой будет удовлетворять процесс формообразования при электроэрозионной обработке. Данная система показателей будет включать в себя факторы и функциональные связи с ними.
На рис.3 приведена построенная на основе модификации матрица вида МФ, матрица инциденций связей между факторами процесса формообразования, и на рис.4 – приведена построенная на основе модификации матрицы вида МФП – матрица инциденций связей между факторами и показателями процесса формообразования при электроэрозионной обработке.

Рисунок 3 – Единичная матрица функциональных связей между факторами.

Рисунок 4 – Единичная матрица функциональных связей факторов и показателей.
Построенные матрицы инциденций выглядят как пульт управления над имеющейся информацией о процессе формообразования поверхностей при электроэрозионной обработке. Элементы данной матрицы представлены как клавиши различных цветов, цвет и значение кототрых зависит от степени формализованности функциональных связей.
Рассмотрю на примере математической матрицы функциональных связей между факторами, решение конкретной задачи. Как можно решить актуальную задачу, используя данную матрицу, например, как создать такие условия электроэрозионной обработки, при которых достигается максимальная скорость съёма металла.
P1-P10 – это параметры обработки (см. рис.1),
а P11 – это интересующая нас скорость съёма металла.
Решение матрицы будет сводится к тому, что нужно будет произвести математический расчёт только одной 1-й строки, которая будет соответствовать P11 то есть максимальной скорости съёма при электроэрозионной обработке, зависящей от парметров электроэрозионной обработки P1-P10.
При решении данной задачи, необходимо сравнивать результат и его влияние на процесс электроэрозионной обработки, затем выбирать наиболее подходящий – оптимальный.
Также возможно рассчитать такие показатели, как максимальная производительность процесса электроэрозионной обработки, при этом производительность будет зависеть не только от параметров обработки, но и от условий эксплуатации, при этом сама матрица будет уже учитывать большее количество зависимостей.
e2 – производительность, она зависит, к примеру, от таких параметров, как мощность импульсов в межэлектродном пространстве P3 и от условий эксплуатации – среда обработки P14, при решении такого уравнения получается несколько результатов, из них необходимо выбрать тот или те, наибольшее влияние которых окажет на снижение себестоимости процесса обработки.
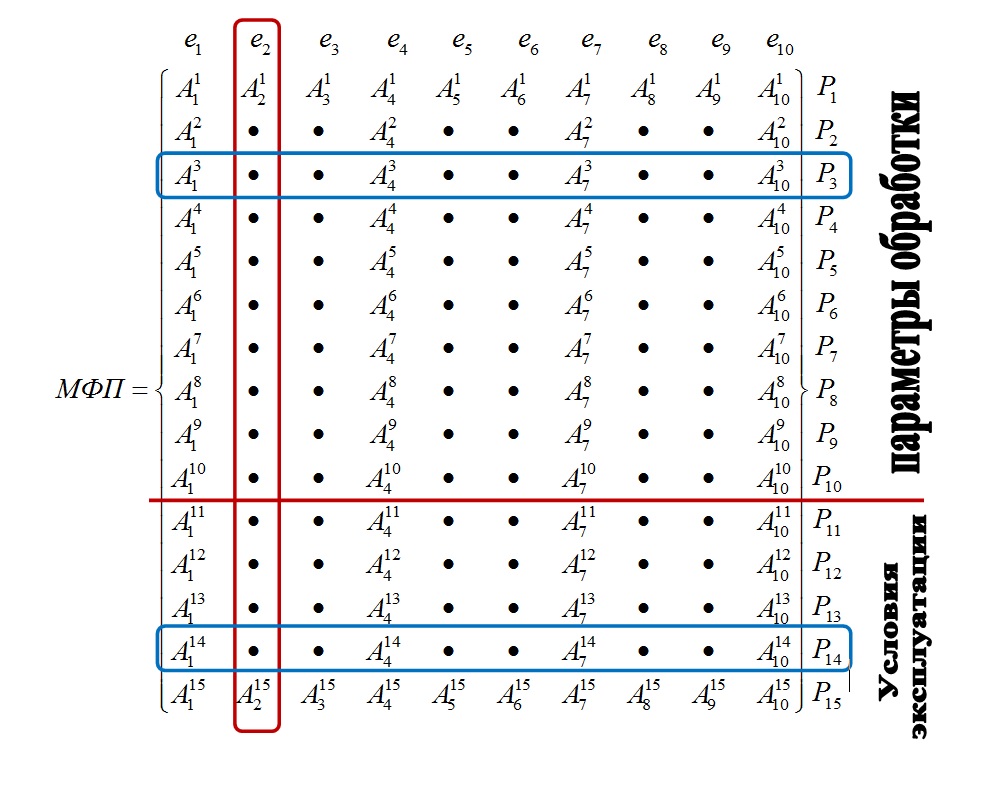
Оптимальным решением данного уравнения будет область решения этого уравнения.
Использование данного представления матриц позволит в значительной степени структурировать и формализовать процесс создания САПР режущего инструмента. Также, данная система позволяет более глубже оценить степень формализации и качественные показатели функциональных связей. Благодаря чему можно оптимизировать процесс формообразования при электроэрозионной обработке так как требуют текущие поставленные задачи инструментального производства.
Представленные матрицы инциденций могут также служить в качестве “компаса и карты” в области развития исследований процесса формообразования. При этом сами матрицы связей вида МФ и вида МФП, по мере накопления знаний, будут изменяться, как по составу факторов и показателей, так и по глубине формализации связей между ними, что даст более полную картину закономерностей, влияющих на процессы формообразования при электроэрозионной обработке.
Выводы:
- Процесс формообразования характеризуется огромным количеством взаимосвязей факторов, которые необходимо разделять на внутренние – парметры, и внешние – показатели, что упростит понимание, структурирование и дальнейшее применение этих знаний.
- Взаимозависимости функциональных связей между факторами, между факторами и показателями, представленными в виде матриц, позволяют структурировать, систематизировать, формализовать и использовать эти представления для решения конкретных задач.
- Матрицы функциональных связей организационно представлены в виде четкой структуры накопленной информации в области процесса формообразования при электроэрозионной обработке.
- Полученные матрицы вида МФ и вида МФП можно легко преобразовать в матрицы инциденций, которые представлены в виде графических панелей управления информацией и могут быть использованы для управления информацией о процессе формообразования при электроэрозионной обработке.
- Матрицы инциденций позволяют спланировать направление последующих исследований для формализации функциональных связей процесса формообразования при электроэрозионной обработке и значительно ускорить процесс исследования.
Библиографический список
- Формообразование численными методами. Петухов Ю.Е. Москва 2004 г. «Янус-К».
- Технологические процессы электрофизических и электрохимических методов обработки. Чекалова Е.А. Москва 2007 г. МГТУ Станкин.
- Электроискровые установки. Левинсон Е.М., Владимиров Е.И. Москва 1951 г. МАШГИЗ.
- Гречишников В.А., Колесов Н.В., Петухов Ю.Е. Математическое моделирование в инструментальном производстве. Москва, 2003. -116с.
- Петухов Ю.Е. Проектирование инструментов для обработки резанием деталей с фасонной винтовой поверхностью на стадии технологической подготовки производства. Диссертация на соискание ученой степени доктора технических наук / Московский государственный технологический университет "Станкин". Москва, 2004.
- Петухов Ю.Е., Колесов Н.В. Численные модели режущего инструмента для обработки сложных поверхностей Вестник машиностроения. 2003. № 5. С. 61.
- Петухов Ю.Е. Профилирование режущих инструментов в среде T-FLEX CAD 3D
- Вестник машиностроения. 2003. № 8. С. 67.
- Петухов Ю.Е., Домнин П.В. Способ формообразования фасонной винтовой поверхности стандартным инструментом прямого профиля. Вестник МГТУ Станкин. 2011. № 3. С. 102-106.
- Колесов Н.В., Петухов Ю.Е. Система контроля сложных кромок режущих инструментов. ИТО: Инструмент-технология-оборудование. 2003. № 2. С. 42.
- Петухов Ю.Е., Домнин П.В. Компьютерная модель формообразования сложной поверхности. В сборнике: Автоматизация: проблемы, идеи, решения Материалы международной научно-технической конференции: в двух томах. 2010. С. 197-200.
- Колесов Н.В., Петухов Ю.Е., Баринов А.В. Компьютерная модель дисковых фасонных затылованных фрез. Вестник машиностроения. 1999. № 6. С. 57.
- Домнин П.В., Петухов Ю.Е. Решение обратной задачи профилирования на базе схемы численного метода заданных сечений. Справочник. Инженерный журнал с приложением. 2011. № 11. С. 26-29.
- Колесов Н.В., Петухов Ю.Е. Математическая модель червячной фрезы с протуберанцем. СТИН. 1995. № 6. С. 26.
- Колесов Н.В., Петухов Ю.Е. Два типа компьютерных моделей режущего инструмента. СТИН. 2007. № 8. С. 23-26.
- Петухов Ю.Е., Домнин П.В. Точность профилирования при обработке винтовой фасонной поверхности. СТИН. 2011. № 7. С. 14-17.
- Петухов Ю.Е., Водовозов А.А. Математическая модель криволинейной режущей кромки спирального сверла повышенной стойкости. Вестник МГТУ Станкин. 2012. № 3. С. 28-32.
- Петухов Ю.Е. Некоторые направления развития САПР режущего инструмента//СТИН. -2003. -№ 8. -26-30.
Все статьи автора «Гарифуллин Айрат Анфасович»
© Если вы обнаружили нарушение авторских или смежных прав, пожалуйста, незамедлительно сообщите нам об этом по электронной почте.