Для эффективного управления качеством продукции успешно применяются методы контроля и управления качеством [1-4]. К таким инструментам можно отнести гистограммы, получившие широкое распространение из-за простоты использования и достоверности получаемой информации. Рассмотрим пример построения гистограмм для прочности железобетонных изделий [5-8].
В табл. 1 представлены значения испытаний на прочность ребристых плит покрытия после ТВО, изготовленных в теплый период года.
Таблица 1 – Результаты испытаний на прочность при сжатии
|
Апрель |
Май |
Июнь |
Июль |
Август |
Сентябрь |
|
156 |
177 |
157 |
198 |
190 |
176 |
|
157 |
176 |
161 |
198 |
190 |
174 |
|
185 |
177 |
162 |
190 |
171 |
175 |
|
186 |
195 |
148 |
190 |
172 |
173 |
|
185 |
196 |
149 |
152 |
190 |
177 |
|
186 |
139 |
145 |
153 |
190 |
163 |
|
150 |
140 |
146 |
181 |
176 |
168 |
|
151 |
150 |
182 |
182 |
177 |
165 |
|
171 |
151 |
181 |
159 |
172 |
166 |
Первоначально определяем размах варьирования:
R=Xmax-Xmin=198-139=59
Размах варьирования делим на количество интервалов К, равный 10 и получаем ширину интервала:

Определяем частоту попадания полученных данных в соответствующий интервал и заносим эти значения в таблицу 1.
Таблица 1 – Значения частоты
|
Номер интервала |
Интервал |
Частота |
|
1 |
139-145 |
3 |
|
2 |
145-151 |
6 |
|
3 |
151-157 |
5 |
|
4 |
157-163 |
5 |
|
5 |
163-169 |
3 |
|
6 |
169-175 |
7 |
|
7 |
175-181 |
8 |
|
8 |
181-187 |
7 |
|
9 |
187-193 |
6 |
|
10 |
193-199 |
4 |
Находим центр распределения:
Определяем нижний (НД) и верхний (ВД) допуски:
Центр поля допуска определяется как

Затем строим гистограмму частот, где по оси ординат откладываем частоты, а по оси абсцисс – интервал (рис. 1)
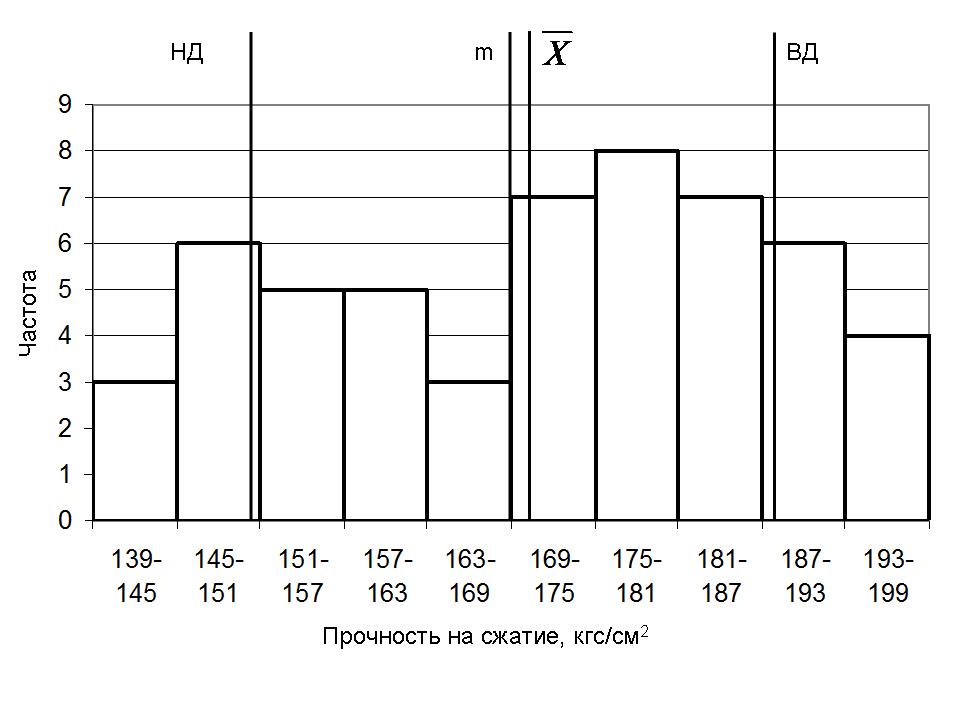
Рисунок 1 – Гистограмма распределения прочности
Для оценки воспроизводимости процесса изготовления ребристых плит покрытия необходимо убедиться в нормальности распределения. Для того чтобы уверенно считать, что данные наблюдений свидетельствуют о нормальном распределении, пользуются критериями согласия.
Критерием согласия называют критерий проверки гипотезы о предполагаемом законе распределения. Имеется несколько критериев согласия, но мы остановимся на рассмотрении критерия Пирсона. С этой целью будем сравнивать эмпирические (наблюдаемые) и теоретические частоты (вычисленные в предположении нормального распределения). Критерий Пирсона показывает, значимо или незначимо расхождение между теоретическими и эмпирическими частотами.
Критерий Пирсона определяют по формуле:
Эта величина случайная, так как в различных опытах она принимает различные, заранее неизвестные значения. Чем меньше различаются эмпирические и теоретические частоты, тем меньше величина χ2.
По таблице критических точек распределения χ2 определяют в зависимости от заданного уровня значимости и числа степеней свободы k=n-3 критическую точку ![]() (α,k).
(α,k).
Если

то нет оснований отвергать гипотезу о нормальном распределении.
Предполагая, что генеральная совокупность распределена нормально, то теоретические частоты могут быть найдены по формуле:
где n- сумма всех частот;
h- ширина интервала;
σ – СКО;
φ(ui) – определяется по таблице в зависимости от

где xo-середина интервала
![]() - среднее значение.
- среднее значение.
Вычисляем СКО:

Затем вычисляем значение u для каждого интервала(табл. 3).
Определяем по таблице функцию φ(ui), вычисляем теоретические частоты по формуле (2) и находим χ2 . Полученные результаты приведены в таблице 3.
Таблица 3 – Теоретические частоты
|
Интервал |
Частота ni |
Середина интервала Xi |
ui |
φ(ui) |
|
 |
 |
|
139-145 |
3 |
142 |
1,8 |
0,0818 |
2 |
1,890914 |
0,630305 |
|
145-151 |
6 |
148 |
1,4 |
0,1476 |
3 |
9,412858 |
1,56881 |
|
151-157 |
5 |
154 |
1 |
0,2323 |
5 |
0,148639 |
0,029728 |
|
157-163 |
5 |
160 |
0,7 |
0,3187 |
6 |
1,770851 |
0,35417 |
|
163-169 |
3 |
166 |
0,3 |
0,3802 |
8 |
20,7242 |
6,908067 |
|
169-175 |
7 |
172 |
0,06 |
0,3982 |
8 |
0,827992 |
0,118285 |
|
175-181 |
8 |
178 |
0,43 |
0,3637 |
7 |
0,601208 |
0,075151 |
|
181-187 |
7 |
184 |
0,8 |
0,2897 |
6 |
1,550846 |
0,221549 |
|
187-193 |
6 |
190 |
1,16 |
0,2036 |
4 |
3,82453 |
0,637422 |
|
193-199 |
4 |
196 |
1,53 |
0,1238 |
2 |
2,374086 |
0,593522 |
|
χ2 |
11,13701 |
Определяем число степеней свободы к=54-3=51.
Методом интерполяции находим ![]() при уровне значимости α=0,01:
при уровне значимости α=0,01:
Так как

то можно считать, что закон распределения нормальный
Для оценки воспроизводимости процесса рассчитаем коэффициент запаса точности технологического процесса.
Поскольку центр распределения и центр поля допуска не совпадают, необходимо воспользоваться показателем , который вычисляется по формуле

где

Вычисляем

Сpk <1 – процесс не воспроизводим.
Данная гистограмма говорит о том, что технологический процесс производства ребристых плит покрытия следует считать невоспроизводимым. Поэтому необходимо предусмотреть корректирующие действия, которые должны выполняться руководством предприятия.
Рассчитать процент брака можно по формуле
Р=Ф(λ1)+ Ф(λ2)
Т.к. браком будет считаться только та продукция, которая имеет значения прочности, выходящие за нижний предел, то в нашем случае формула приобретает вид Р=Ф(λ1), где

По таблице определяем: Р=Ф(1,29)=0,4015; 0,5-0,4015=0,0985. Таким образом, количество бракованной продукции составляет 9,85%.
Библиографический список
- Козицына А.В., Макарова Л.В., Тарасов Р.В. Инструменты качества как эффективный способ повышения уровня качества продукции // Современные научные исследования и инновации. – Апрель 2014. - № 4 [Электронный ресурс]. URL: http://web.snauka.ru/issues/2014/04/33360 (дата обращения: 09.04.2014).
- Козицына А.В. Инструменты повышения уровня качества и конкурентоспособности продукции [Текст] / А.В. Козицына, Л.В. Макарова, Р.В. Тарасов //Вестник магистратуры.-2014.-№ 5(32).-С.76-80.
- Логанина, В.И. Квалиметрия и управление качеством / В.И. Логанина, Л.В. Макарова, Р.В. Тарасов // Учебное пособие.- Пенза: ПГУАС, 2014.-304с.
- Логанина, В.И. Обеспечение качества и повышение конкурентоспособности строительной продукции [Текст] : монография / В.И. Логанина, Л.В. Макарова, Р.В. Тарасов.- Пенза: ПГУАС, 2014.-176 с.
- ГОСТ Р 50779.10–2000 (ИСО 3534.1-93). Статистические методы. Вероятность и основы статистики. Термины и определения.
- ГОСТ Р 50779.11–2000 (ИСО 3534.2-93). Статистические методы. Статистическое управление качеством. Термины и определения.
- ГОСТ Р 50779.30–95. Статистически методы. Общие требования.
- ГОСТ Р 50779.44–2001. Статистические методы. Показатели возможностей процессов. Основные методы расчета.