Научный руководитель: Гневашев Денис Александрович
Московский политехнический университет
к.т.н, доцент кафедры ОМДиАТ
Введение
В современном мире человек стремится к индивидуализации окружающего пространства. Одним из способов персонализации является использование уникальных интерьерных изделий, отражающих личные предпочтения и стиль. Например, кастомные светильники, созданные под конкретный интерьер, или декоративные элементы, выполненные по индивидуальному заказу.
В данной статье рассматривается использование аддитивного производства для создания настольного светильника как прототипа кастомного изделия, аналогичного по функциональности серийным аналогам, но обладающего уникальным дизайном и оптимизированной под 3Д-печать конструкцией. Моделирование изделия учитывает специфику построения объектов методами аддитивного производства, что позволяет исключить использование поддержек и минимизировать постобработку.
1. Анализ проблемы
На данный момент на рынке представлены как серийные настольные светильники массового производства, так и дизайнерские изделия премиального сегмента. Данные изделия выполняют свои функции, но у них имеются недостатки. Серийные светильники изготавливаются методами литья под давлением или штамповки, что требует дорогостоящей оснастки и делает экономически невыгодным производство малых партий. А дизайнерские изделия, выполненные по индивидуальным проектам, имеют высокую стоимость из-за применения ручного труда и сложных технологий обработки материалов.
Аддитивные технологии могут решить данные проблемы. Они позволяют изготавливать сложные формы при малых затратах на материал, оперативно изменять конструкцию изделия для различных потребностей, а также запускать производство без предварительных инвестиций в оснастку [1]. Данные преимущества позволяют использовать аддитивные технологии для изготовления кастомного настольного светильника с уникальным дизайном, оптимизированным под FDM-печать [2-4].
2. Проработка конструкции
Разрабатываемый настольный светильник предназначен для использования в качестве интерьерного изделия с функцией направленного освещения рабочей зоны или акцентной подсветки. Конструкция должна обеспечивать устойчивость, удобство эксплуатации, эстетическую привлекательность и технологичность изготовления методом FDM-печати.
За основу принята двухкомпонентная конструкция, состоящая из массивного основания и съемного плафона, на рисунке 1 представлен сборочный чертеж разработанной модели прототипа светильника в сборе. Такое решение позволяет упростить печать (каждая деталь ориентируется на столе оптимальным образом) и обеспечивает доступ к LED-лампе при обслуживании.
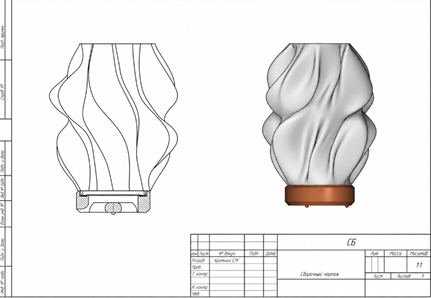
Рисунок 1. Сборочный чертеж настольного светильника (основание и плафон)
Габаритные размеры изделия: высота — 200 мм, диаметр основания — 90 мм, максимальная ширина плафона — 150 мм. Внутренняя полость плафона рассчитана на установку круглой LED-лампы типоразмера 60×8 мм с питанием 5 В (USB).
При моделировании и подготовки к 3Д – печати прототипа изделия использовалась ПО КОМПАС-3D. Учебная версия [5]. На рисунке 2 представлен дизайн 3D-модели настольного светильника.
Конструкция всего изделия выполнена с минимальным количеством нависающих элементов, что является прямым воплощением результатов ТРИЗ-анализа, проведенного на этапе проектирования.
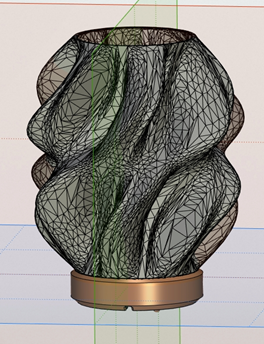
Рисунок 2. 3D-модель настольного светильника
Для упрощения изготовления и последующей сборки прототип разделен на два основных элемента: основание (рисунок 3а) и плафон (рисунок 3б).
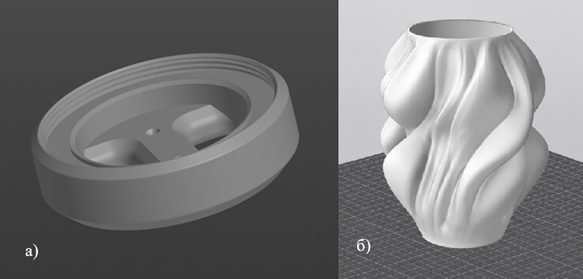
Рисунок 3. Элементы прототипа: а — основание, б — плафон
Основание выполнено в форме усеченного конуса с округлыми краями. Такая геометрия обеспечивает низкое расположение центра тяжести и высокую устойчивость. Внутри основания предусмотрено сквозное отверстие для вывода USB-кабеля. Верхняя часть основания имеет наружную резьбу для соединения с плафоном.
Плафон выполнен в виде изогнутой лепестковой формы с характерной «складкой» вдоль вертикальной оси. Данная геометрия одновременно решает несколько задач: формирует направленный световой поток преимущественно вниз и в стороны; придает изделию узнаваемый современный облик; обеспечивает печать без поддержек (углы нависания не превышают 45°).
3. Технологический процесс изготовления
3Д-печать прототипа настольного светильника осуществлялась на принтере Bambu Lab P2S. Данный принтер работает по технологии FDM печати (Fused Deposition Modeling) — технология 3Д-печати, основанной на послойном нанесении расплавленного термопластичного материала для создания трёхмерных объектов.
В качестве материала выбран пластик PETG (полиэтилентерефталат-гликоль) производителя e-SUN, в таблице 1 представлены физические свойства материала, обеспечивающий оптимальное сочетание термостойкости, прочности и технологичности печати.
Таблица 1. Физические свойства материала пластик PETG
| Свойство |
Значение |
| Плотность |
1,26–1,28 г/см³ |
| Температура стеклования (Tg) |
75–85 °C |
| Температура плавления (Tm) |
220–260 °C |
| Предел прочности при растяжении |
50–60 МПа |
| Ударная вязкость |
6–8 кДж/м² |
| Относительное удлинение при разрыве |
110–130% |
| Химическая стойкость | Устойчив к разбавленным кислотам и щелочам, мылам, маслам, спиртам |
| Светопропускание |
До 90% |
| Температурный диапазон эксплуатации |
От −40°C до +70°C |
| Температура печати |
220–250°C |
Полный цикл производства прототипа изделия представлен следующим образом: подготовка к печати, 3Д-печать, постобработка, сборка, проверка работоспособности.
Подготовка к 3Д-печати осуществлялась в программе Bambu Studio (рисунок 4). На рисунке 4а представлена подготовка к печати плафона, на рисунке 4б — основания. Поддержки не требуются благодаря продуманной геометрии плафона. В таблице 2 представлены выбранные параметры печати.
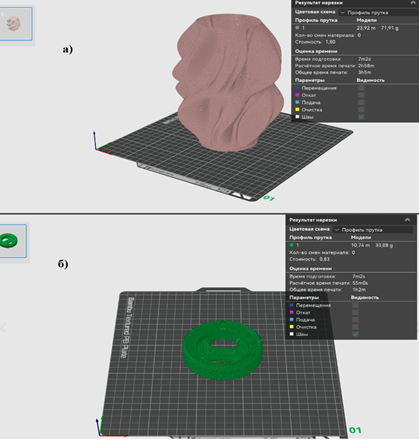
Рисунок 4. Подготовка модели к печати в Bambu Studio
Таблица 2. Параметры печати элементов настольного светильника
|
Параметр |
Значение |
| Температура сопла |
245 ℃ |
| Температура стола |
70 ℃ |
| Диаметр сопла |
0,4 мм |
| Скорость печати |
200 мм/с |
| Ускорение печати по умолчанию |
1500 мм/с |
| Перемещения |
5000 мм/с |
| Высота слоя |
0,2 мм |
| Высота первого слоя |
0,2 мм |
| Ширина экструзии |
0,5 мм |
| Количество периметров |
2 |
| Плотность заполнения |
100 |
| Шаблон заполнения |
Сетка |
| Перекрытие Заполнения с периметром |
15 % |
| Тип каймы |
Кайма только снаружи |
| Ширина каймы |
5 мм |
| Смещение каймы |
0,01 мм |
На рисунке 5 представлены элементы прототипа после процесса 3Д-печати: на рисунке 5а — основание, на рисунке 5б — плафон.
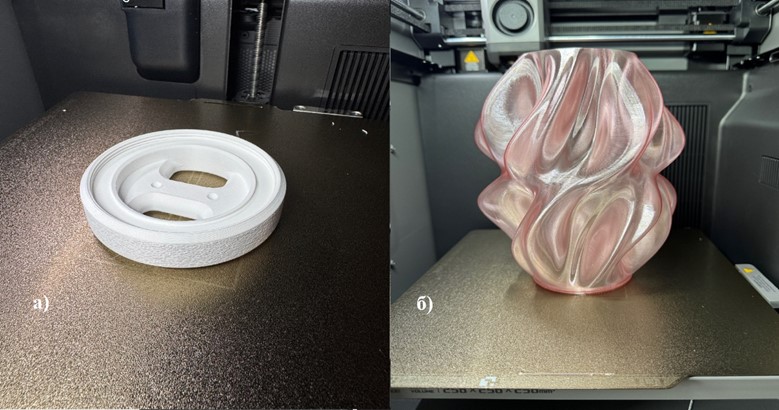
Рисунок 5. Элементы прототипа после 3D-печати
После процесса 3D-печати производится визуальный осмотр поверхностей элементов и проверка резьбового соединения. Благодаря отсутствию поддержек и оптимально подобранного режима печати ручная постобработка не требуется.
Далее производится сборка конструкции: плафон накручивается на основание, внутрь плафона устанавливается LED-панель, USB-кабель выводится через отверстие в основании. Полноценная конструкция прототипа настольного светильника, изготовленного с применением аддитивного производства, представлена на рисунке 6.

Рисунок 6. Готовый прототип настольного светильника
После сборки к изделию подключают LED-панель с USB-кабелем и проверяют работоспособность. Светильник устойчиво стоит на поверхности, обеспечивает направленный рассеянный свет, корпус не нагревается в процессе длительной работы (температура не превышает 40 °C).
4. Выводы
В результате выполнения работы разработан дизайн и технологический процесс изготовления кастомного настольного светильника методом FDM-печати. Конструкция оптимизирована для аддитивного производства: отсутствие поддержек, минимальная постобработка, резьбовое соединение деталей. Выбранный материал PETG обеспечивает необходимую термостойкость и прочность изделия. Предложенные параметры печати (высота слоя 0,20 мм, заполнение 7%, температура сопла 245 °C) позволяют изготавливать изделие за 3,1 часа с расходом материала 72 г. Результаты могут быть использованы в мелкосерийном производстве персонализированных интерьерных изделий.
Библиографический список
- Гибсон Я., Розен Д., Стакер Б. Технологии аддитивного производства. М. Техносфера, 2016г. 656 стр. ISBN 978-5-94836-447-6.
- Петров П.А., Сапрыкин Б.Ю., Петров М.А., Гневашев Д.А. Пластик или металл для инструментов обработки изделий давлением. Журнал «АДДИТИВНЫЕ ТЕХНОЛОГИИ» /№3, 2021г.стр. 60-69.
- Гневашев Д.А., Побежимов В.В., Исследование свойств полимерных материалов для изготовления детали типа «крыльчатка водяного насоса» по технологии аддитивного производства. Технология металлов №11 2022 DOI: 10.31044/1684-2499-2022-0-11-11-24.
- Гневашев Д.А., Р.С. Белов Р.С. Исследование свойств фотополимерных материалов для изготовления корпусных деталей напорного аккумулятора гидромолота технологией аддитивного производства. Известия ТулГУ, Технические науки 2023. Вып.3 стр. 17-26. DOI: 10.24412/2071-6168-2023-3-17-26
- Гневашев Д.А., Петрищев Д.В. Методика изготовления элемента упругой муфты типа «звездочка» с применением технологии аддитивного производства. Технология металлов №07 2024. DOI: 10.31044/1684-2499-2024-0-7-2-14
- КОМПАС-3D Учебная версия [Электронный ресурс]. − URL: https://kompas.ru/kompas-educational/about/ (дата обращения: 7.06.2025).