АНАЛИЗ КОНСТРУКЦИИ КОНЦЕВОЙ ФРЕЗЫ С КОМБИНИРОВАННЫМИ РЕЖУЩИМИ ЗУБЬЯМИ
1НИИ приборостроения им. В.В. Тихомирова, г. Жуковский, инженер-программист, соискатель
2ОАО «Объединенные машиностроительные технологии», г. Москва, кандидат технических наук
Аннотация
Для концевых фрез с комбинированными зубьями, имеющих не только гладкую часть, но и стружколомную часть, представлены и проанализированы конструктивные особенности и графические зависимости.
Ключевые слова: комбинированные зубья, Концевая фреза, торцовая часть фрезы
Рубрика: 05.00.00 ТЕХНИЧЕСКИЕ НАУКИ
Библиографическая ссылка на статью:
Водилов А.В., Черкашин В.П. Анализ конструкции концевой фрезы с комбинированными режущими зубьями // Современные научные исследования и инновации. 2022. № 1 [Электронный ресурс]. URL: https://web.snauka.ru/issues/2022/01/97432 (дата обращения: 30.07.2026).
Концевые фрезы предназначены для фрезерования плоскостей, уступов [ 1-4 ].
В традиционной стандартной концевой фрезе общего назначения имеем следующее. Нижняя режущая часть фрезы изнашивается больше по сравнению с основной частью фрезы. Этому способствуют многие причины. /Основная причина состоит в том, что торцовая часть нагружена чаще. Например, фрезеруем множество пазов или уступов. Эти пазы и уступы имеют различную высоты, одни имеют высоту равную высоте режущей части, другие имеют высоту 1-2 мм. Средняя высота режущей части фрезы примерно равна половине высоты пазов или уступов. То есть верхняя часть режущей части фрезы нагружена меньше, а нижняя больше и наиболее сильно нагружена нижняя часть торцовой части фрезы.
Вторичное резание стружки, которое неизбежно сопутствует фрезерованию узких пазов, также способствует сильному износу торцовой части.
Тонкая стружка при обработке металлов связанных с поверхностным упрочнением стружка становится прочнее материала заготовки, что приводит к интенсивному износу инструмента или поломке.
Деформация фрезы и погрешность установки также влияет на износ фрезы и наиболее сильно на ее торцовую часть.
Износостойкие покрытия наиболее целесообразны те, при которых достигается возможность увеличения износостойкости для определенной номенклатуры инструмента при фрезеровании и определенной номенклатуры марок сталей, например жаропрочных.
Концевые фрезы чрезвычайно чувствительны к колебаниям усилий резания из за возможности появления вибраций. Поэтому глубокие пазы при большой ширине фрезерования целесообразно обрабатывать за несколько проходов (после каждого прохода углубляя фрезу) из за риска возникновения вибраций. Обработка за несколько проходов производится и в тех случаях, когда прочность тела фрезы недостаточная, а также когда недостаточная мощность станка. При фрезе с большим вылетом также обработка производится за несколько проходов. Во всех этих случаях нагружены преимущественно зубья торцовой части фрезы.
При обработке неглубоких пазов и закрытых шпоночных пазов применяется фрезерование с осевой подачей. Фрезерование методом круговой интерполяции с
врезанием с осевой подачей применяется для обработки широких пазов и карманов. В этих случаях также преимущественно нагружены зубья торцовой части фрезы.
Предлагаемая в данной статье концевая фреза отличается от традиционной фрезы общего применения тем, что половина зубьев из общего их количества в торцовой части имеет стружколомы.
Здесь необходимо остановиться на существе вопроса, который поднимается и решается конструктивной особенностью предлагаемой концевой фрезы.
Анализ отличительного признака конструкции концевой фрезы и получаемого объективно проявляющегося технического результата состоит в следующем.
Явное следствие представленной конструкции концевой фрезы из установленного уровня техники не прослеживается и не очевидно. В описаниях книг, журналов, инструкциях по эксплуатации, каталогах инструментов представленная концевая фреза не встречается.
Отличительный признак концевой фрезы состоит в наличии стружколомов в торцовой части фрезы на расстоянии примерно 30% – 45% от торцовой плоскости фрезы:
Объективно проявляющийся результат состоит в том, что при операции вторичного резания стружки стружколомы перемалывают и измельчают стружку, которая не смогла покинуть зону резания.
Стружка, накопленная в торцовой части фрезы при фрезерования с высокой температурой может закалиться и иметь твердость выше фрезеруемого металла заготовки. Это очень сильно изнашивает торцовую часть зубьев фрезы по сравнению с основной частью фрезы особенно при фрезеровании твердых и прочных металлов. Следует также подчеркнуть, что бороться с этим применение стружколомов не всегда целесообразно, так как твердые металлы применяются далеко не во всех случаях. Поэтому предлагаемая фреза имеет специальное назначение. Здесь необходимо также заметить, что с увеличением в промышленности доли прочных и твердых металлов тенденция к увеличению потребности на фрезу может увеличиться.
На рис.1 представлена концевая фреза с дополнительными зубьями, имеющими и стружколомные участки и гладкие участки режущих лезвий.
На рис.1 представлена концевая фреза с дополнительными зубьями в торцовой части, имеющими и стружколомные участки и гладкие участки.
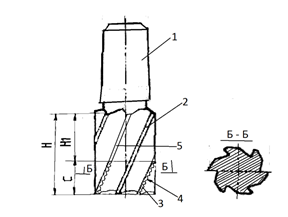
На рис.1: 1 – держатель фрезы; 2- режущая часть фрезы высотой Н; 4- зубья торцовой части фрезы стружколомные высотой С=(0,2 – 0,75)Н; 5 – дополнительные зубья фрезы, имеющие и стружколомные участки 4 и гладкие участки 5 режущих лезвий. 2- зубья гладкие без стружколомов.
Конструкция концевой фрезы на рис.1 публикуется и анализируется впервые.
В некоторых случаях целесообразно иметь стружколомы на всех зубьях на высоте С.
В концевой фрезе есть основные зубья и дополнительные зубья. Дополнительные зубья могут иметь гладкие лезвия выше торцовой части (или не иметь зубьев выше торцовой части) и стружколомные зубья в пределах торцовой части. Если дополнительные зубья имеют и гладкие и стружколомные участки, то они называются комбинированными. Такие комбинированные зубья имеют место в концевой фрезе на рис.1.
Полностью гладкие лезвия и полностью стружколомные лезвия это известный уровень техники.
Стойкость основных зубьев выше в два раза, так как количество зубьев увеличивается в два раза, и в два раза выше стойкости зубьев торцовой части.
Стружколомные зубья не встречаются часто, а применяются только при очень твердых металлах. Применение стружколомных зубьев требует не только их изготовления, но и правки и заточки стружколомных элементов.
Фреза на рис. 1 отличается от фрез общего применения тем, что в нижней режущей части на половине зубьев из общего их числа выполнены стружколомы
Наличие гладких режущих лезвий вспомогательных зубьях увеличивает чистоту поверхности и уменьшает шероховатость поверхности, обрабатываемой основной частью фрезы (находящейся выше торцовой части). Увеличение чистоты поверхности и уменьшение шероховатости наиболее заметно при увеличении твердости обрабатываемого материала. В основной части фрезы число режущих зубьев увеличивается в два раза и процесс пластического течения металла изменяется в зависимости от твердости металла.
На рис.2 представлен график стойкости зубьев фрезы.
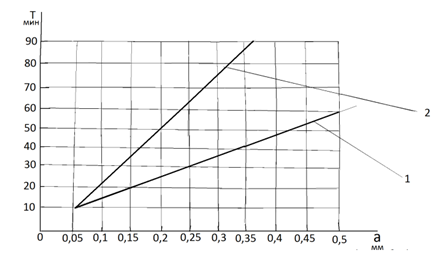
На рис.2: график 1 показывает стойкость основной части фрезы высотой Н1, график 2 показывает стойкость торцовой части фрезы высотой С.
Рис.2. График стойкости фрезы (зависимости износа зубьев а (мм) от времени Т(мин).
Из рис.2 видно, что стойкость основной части фрезы 2 выше стойкости торцовой части 1, которая в данной конструкции фрезы (рис.1) имеет количество режущих зубьев в два раза меньше.
На рис.3 представлен график шероховатости обрабатываемого фрезой материала.
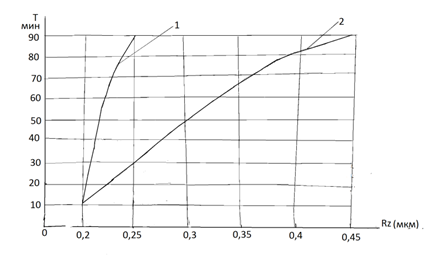
Рис.3. График шероховатости обрабатываемого фрезой материала Rz (мкм) от времени работы Т (мм).
На рис.3: график 1 показывает шероховатость поверхности, обработанной торцовой частью фрезы; график 2 показывает шероховатость поверхности, обработанной основной частью фрезы.
Как видно из рис.3 поверхность, обработанная торцовой частью имеет шероховатость больше; этому способствуют многие факторы, в том числе изгиб и деформация фрезы, вторичное перерезание стружки, а также то, что торцовая часть вступает в работу чаще. Поверхность обработанная основной частью фрезы имеет меньшую шероховатость; здесь сказывается увеличенное число зубьев по сравнению с торцовой частью.
На рис.4 представлена концевая фреза с механическим креплением режущих пластин.
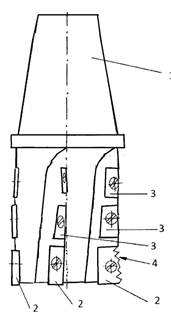
Рис.4. Концевая фреза с механическим креплением режущих пластин.
На рис.4: 1 – держатель; 2 – торцовые пластины; 3 – боковые пластины (не имеют стружколомов), 4 –стружколомы имеют половина из общего числа . торцовых пластин
Конструкция концевой фрезы на рис.4 публикуется и анализируется впервые.
В этой фрезе зубья имеют не гладкие лезвия, а лезвия, состоящие из отдельных соединенных вместе пластин. Cтружколомы выполняются на половине зубьев из общего количества зубьев. Целесообразно делать высоту стружколомов на протяженности боковой режущего лезвия торцовой режущей пластины.
В настоящее время изготовлением концевых фрез со сменными режущими пластинами занимаются фирмы СКИФ (Россия), ISCAR (Израиль), PRAMET (Чехия), WALTER (Германия).
В этих фирмах для обработки закрытых сложных поверхностей предусмотрены сменные торцовые части в концевых фрезах. Торцовые части наиболее подвержены накапливанию стружки (при вертикальном положении фрезы) и в связи с этим имеются возможности поломки зуба фрезы, или тела (корпуса) самой фрезы. При возникновении поломки сменная торцовая часть заменяется на запасную.
На сайте промышленного интернет-портала WWW.mirprom.ru в разделе «Особенности инструмента для высокопроизводительного фрезерования на обрабатывающих центрах» изложена следующая информация фирмы СКИФ (Россия) «Одной из проблем процесса обработки сложных поверхностей деталей фрезерованием является возможность пакетирования стружки в зоне резания и, соответственно, повреждения фрезы, детали или самого станка. При черновой обработке крупногабаритных деталей сложной формы наиболее уязвимой частью сборных концевых торцово-цилиндрических фрез является нижний ряд зубьев (при вертикальном положении фрезы) имеющих меньший ресурс. Оптимальное решение – сменная торцовая режущая часть значительно снижает эксплуатационные расходы и повышает ресурс дорогостоящего корпуса фрезы».
Здесь имеется ввиду недостаток ресурса по условию повреждения, статической поломки и выхода из строя фрезы при еще работоспособных, не изношенных лезвиях зубьев фрезы.
Верхние части зубьев недогружены по сравнению с нижними частями зубьев. Поэтому можно поступать следущим путем. Высоты зубьев уменьшаются (подрезаются) через один зуб со стороны крепления к державке. Эти концевые фрезы в этов случае можно называть концевыми фрезами с разновысокими зубьями.
Если в полезной модели RU 192840 U1 не подрезать сверху зубья, то эта фреза в полезной модели будет иметь вид такой же, как фреза на рис.1. То есть это обычная фреза, у которой на протяженности 30% от общей режущей части фрезы выполнены стружколомы на половине зубьев из общего их количества для вторичного резания не вышедшей из зоны резания стружки.
С позиции технолога наиболее удобно cначало спроектировать и изготовить фрезу, а уже потом подрезать сверху [ 2 ] боковые стороны зубьев. Стружколомные зубья при отсчете от торцовой плоскости имеют различную протяженность|, но всегда они предназначены для вторичного резания неудаленной из зоны резания стружки.
Подача мм/зуб назначается исходя из стойкости и прочности торцовой части фрезы. Остальная часть фрезы по мере увеличения высоты имеет больше стойкость и прочность (в общем случае ориентировочно в два раза)..
Обычно меньшему числу зубьев соответствует меньший диаметр, но в последнее время , например в ГОСТ 32405-2013 при диаметре фрезы D=20 мм числа зубьев могут быть равны Z=2, Z=3, Z=4.
В концевой RU 192840 U1 стойкость боковой и торцовой части фрезы одинаковая. Но если в этой фрезе не подрезать сверху зубья и сделать эту фрезу по конструкции такую же как на рис.1, то можно увеличить подачу мм/зуб (так как число зубьев увеличивается в два раза). При этом стойкость основной части фрезы будет выше стойкости торцовой части фрезы. При этом неизбежно столкнемся с ситуацией необходимости переточки еще не изношенных (или вообще не изношенных) боковых режущих лезвий в верхней части зубьев фрезы. Увеличить стойкость торцовой части за счет подбора комплекса износостойких покрытий для определенных сочетаний материала заготовки и материала инструмента связано с определенными затратами
При недостаточном удалении стружки из зоны резания заштыбовки стружки не происходит, а происходит вторичное резание стружки. Это сильно увеличивает износ резцов, но эту величину износа можно прогнозировать и даже, просчитать.
При практически отсутствии удалении или при совсем недостаточном удалении стружки из зоны резания (для нормальной работы фрезы) наступает заштыбовка стружки и поломка тела фрезы. То есть здесь поломка фрезы происходит при еще работоспособных и незатупленных и неизношенных режущих лезвий зубьев фрезы. Это имеет место при фрезеровании деталей сложной формы, когда затруднено удаление стружки и при фрезеровании вязких металлов, когда имеет место сливная стружка, то есть стружка, имеющая вид сплошной ленты.
В инструкциях по эксплуатации, технической литературе и рекламных сайтах практически для всех фрез указывается необходимость удаление стружки сжатым воздухом или под напором охлаждающей жидкостью, но при фрезеровании сложных поверхностей, особенно при наличии сливной стружки, выдувание стружки воздухом или вымывание жидкостью затруднено. Эта задача решается при наличии стружколомов на боковых сторонах торцовых режущих пластин.
Заметим, что проектирование для концевых фрез и торцово-цилиндрических фрез дополнительных зубьев в торцовой части связано с необходимостью искать пространство для крепления режущих пластин ( RU 158628U1, RU 184374U1).
Из за того, что лезвия не гладкие, то стружкоотвод транспортирующий вверх стружку работает хуже; стружка в большем количестве падает вниз, в зону резания и увеличивает работу по вторичному резанию этой стружки. В этой фрезе количество зубьев не изменяется, торцовые пластины половины количества зубьев из общего их количества имеют стружколомы. Стружколомы располагаются на боковых сторонах торцовых пластин. Количество пластин имеющих стружколомы равно половине общего количества пластин.
Преимущество таких фрез состоит в том, что при выходе из строя пластины одного конкретного зуба заменяют только эту пластину, не изготавливая полностью новую фрезу. Эти фрезы пригодны для чернового фрезерования, но могут и использоваться для получистового фрезерования с высотой косоступенчатой поверхности согласно ТУ3918-005-36293294-2008 равной 0,02- 0,03мм.
Технология изготовления концевых фрез со сменными режущими пластинами все время совершенствуются. Увеличивается точность как самих режущих пластин, так и посадочных мест под сами пластины, а также конструктивные элементы крепления режущих пластин. Все это способствует внедрению в эксплуатацию концевых фрез со сменными режущими пластинами в промышленности.
ВЫВОДЫ
Для концевых фрез с комбинированными режущими зубьями, имеющих не только гладкую режущую часть, но и стружколомную режущую часть, представлены и проанализированы конструктивные особенности и графические зависимости.
Библиографический список
- Патент на полезную модель RU 192840 U1 МПК В23С5 /10 Концевая фреза. Авторы: Водилов А.В., Черкашин В.П. Заявка 2019104536. Приоритет 2019.02.18. Опубликовано 2019. .Бюлл.№ 28.
- Водилов А.В., Черкашин В.П. Концевая фреза с комбинированными зубьями в торцовой части // Научная перспектива.-2020.- №7 , с. 60 – 65.
- Водилов А.В., Черкашин В.П. Исследование причин повышенного износа торцовой части концевых фрез // Научная перспектива.-2020.- №4 , с. 52 – 56.
- Патенты: RU203645U1 Концевая фреза Каф. инструм. техники МГТУ CТАНКИН; RU2693971C2 (Израиль): RU2714268C1(Корея); CN109397427А (Китай).
Все статьи автора «Водилов Андрей Валерьевич»
© Если вы обнаружили нарушение авторских или смежных прав, пожалуйста, незамедлительно сообщите нам об этом по электронной почте.