КОНЦЕВАЯ ФРЕЗА С ДОПОЛНИТЕЛЬНЫМИ РЕЖУЩИМИ ЗУБЬЯМИ В ТОРЦОВОЙ ЧАСТИ
1НИИ приборостроения им. В.В. Тихомирова, г. Жуковский, инженер-программист, соискатель
2ОАО «Объединенные машиностроительные технологии», г. Москва, кандидат технических наук
Аннотация
Для концевых фрез с дополнительными режущими зубьями в торцовой части представлены графики зависимостей величин шероховатости фрезеруемой детали применительно к фрезам больших диаметров и жестким массивным фрезеруемым деталям.
Ключевые слова: дополнительные зубья, Концевая фреза, торцовая часть фрезы
Рубрика: 05.00.00 ТЕХНИЧЕСКИЕ НАУКИ
Библиографическая ссылка на статью:
Водилов А.В., Черкашин В.П. Концевая фреза с дополнительными режущими зубьями в торцовой части // Современные научные исследования и инновации. 2020. № 3 [Электронный ресурс]. URL: https://web.snauka.ru/issues/2020/03/91703 (дата обращения: 29.07.2026).
Концевые фрезы предназначены для обработки пазов и уступов в корпусных деталях,, траверсах, опорах, фитингах. Наиболее интенсивно изнашивается нижняя часть фрезы в зоне сопряжения боковых и торцовых лезвий. При увеличении радиуса в зоне сопряжения боковых и торцовых лезвий износ при одной и той же ширине фрезерования уменьшается. Можно подобрать переменный радиус, при котором износ этого радиуса будет равен износу боковых режущих лезвий при обработке уступов. Но уступы, обрабатываемые одной и той же фрезой, бывают различные по высоте и нижняя, торцовая часть фрезы вступает в работу чаще и поэтому изнашивается более интенсивно [ 1 ].
При фрезеровании пазов фреза изнашивается очень часто из-за недостаточного хорошего удаления стружки, и наибольшему износу подвержена торцовая часть [ 1 ].
Одним из важнейших параметров фрезеруемой поверхности является шероховатость получаемой поверхности. Низкая шероховатость поверхности увеличивает выносливость деталей, контактную прочность и повышает адгезионную и коррозионную стойкость.
В данной статье анализируется шероховатость поверхноси, обрабатываемой концевой фрезой, имеющей имеющей дополнительные режущие зубья в торцовой части по патенту на полезную модель RU192840. U1 (Авторы: Водилов А.В., Черкашин В.П).
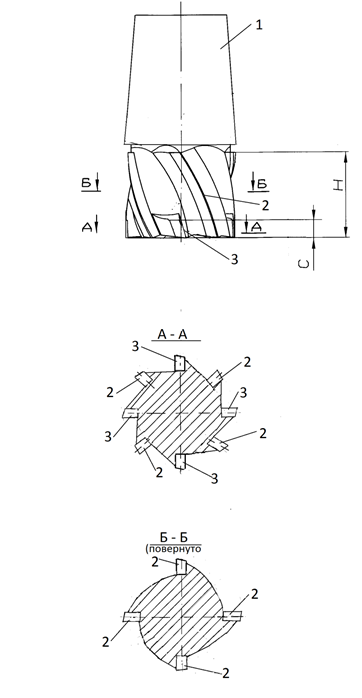
Концевая фреза, имеющая дополнительные режущие зубья в торцовой части.
На рис.1: 1 – держатель; 2 – основные зубья; 3 – дополнительные зубья. Н – высота основных зубьев. C – высота дополнительных зубьев; Высота C= 0,2 – 0,45 Н, но может быть и меньше в зависимости от конкретных производственных условий.
Заметим следующее. При одном диаметре фрезы может быть различное количество зубьев [ 1 ]. Например, по ГОСТ 2405-2013 при D=20мм может быть число зубьев Z=4 может быть число зубьев в 2 раза меньше Z=2.
Дополнительные зубья могут отличаться от основных зубьев углом наклона, а также геометрическим профилем, например, быть не винтовыми, а косыми зубьями; отличие может состоять в углах резания и инструментальном материале.
Торцовая часть фрезы имеет высоту С, равную дополнительным зубьям. Дополнительные зубья имеют высоту C, равную среднестатистической высоте фрезеруемых уступов; высота уступов имеет большой разброс от небольшой величины (например, 0,5мм ) до величины H (например, 30мм).
Режущая часть фрезы за вычетом торцовой части называется основной частью фрезы [ 1 ].
Режущие лезвия фрезы, cоответствующие дополнительным зубьям, могут иметь форму конуса при С=0,4Н, если это будет технологически и эксплуатационно целесообразно. Это преследует цель равенства стойкости торцовой и основной частей.Здесь у торцовой части фрезы основные зубья и дополнительные зубья снимают стружку одной и той же толщины, а в верхней точке на высоте С дополнительные зубья снимают стружку нулевой толщины.
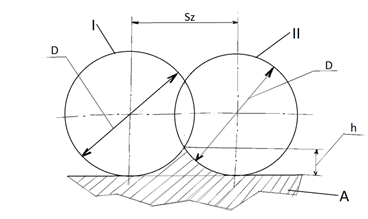
Рис.2. Определения теоретической величины шероховатости.
На рис.2: I и II- окружности диаметра D при предыдущем резе и при последующем резе; h – высота гребешка, характеризующего величину шероховатости. А – фрезеруемая поверхность.
Возможны кроме окружностей варианты с циклоидой или эллипсами, но конечный результат практически изменится очень незначительно.
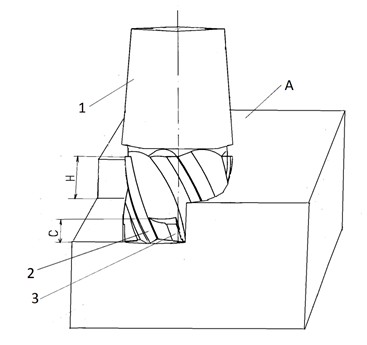
Рис.3. Вид работы фрезы при фрезеровании уступа
На рис.3: 1- держатель; 2 – основные зубья; 3 – дополнительные зубья. Н – высота основных зубьев. C – высота дополнительных зубьев; C= 0,4 Н.
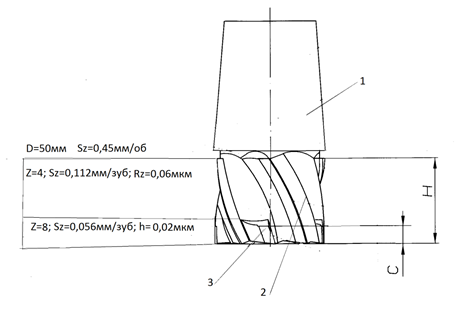
Рис.4. Параметры теоретической шероховатости фрезы.
На рис.4: 1- держатель; 2 – основные зубья; 3 – дополнительные зубья. С –высота дополнительных зубьев. Н – высота основных зубьев зубьев, C=0,4H..
При постоянной подаче высота гребешков, характеризующих теоретическую шероховатость обрабатываемой поверхности равна h= 0,02мкм при Z=8 и h= 0,06 мкм при Z=4.Теоретическая шероховатость, вычисленная с использованием только величин чисел зубьев без учета влияния текучести и пластических свойств обрабатываемого металла не соотвествует реальной шероховатости.
По классам шероховатости (ГОСТ 2789-59) и соответствующих им наибольшим значениям параметров шероховатости (ГОСТ 2789-73) находим: при шестом классе шероховатости имеем Rz=2,5мкм Rа=6,3мкм; при седьмом классе шероховатости имеем Rz=1,25мкм Rа=10мкм;
По ГОСТ17024-82 для общего машиностроения для фрез нормальной точности имеем при диаметрах фрез D=16 – 20 допуск на радиальное биение зубьев фрезы равен 0,05мм; при диаметрах фрез свыше D= 20 допуск на радиальное биение зубьев фрезы равен 0,06мм; полученные величины теоретической шероховатости несоизмеримо меньше реальных шероховатостей и ее расчет не имеет практического смысла.
На рис.4 при постоянной подаче S=0,45 мм/об шероховатость равна 0,02 и 0,06 мкм, реальная шероховатость подаче S=0,45 мм/об равна 18 и 28 мкм ( рис.5).
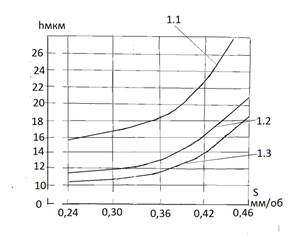
Рис.5. Экспериментальные графики шероховатости фрезы при различных условиях.
На рис.5: 1.1 – график шероховатости поверхности при фрезеровании основной частью фрезы; 1.2 – график шероховатости поверхности при фрезеровании торцовой частью фрезы; 1.3 – график шероховатости поверхности, соответствующей нижней части торцовой части фрезы, где имеет место влияние на шероховатость податливость фрезы,приспособления и детали, а также вторичное резание стружки.
Из рис.5 видно влияние подачи на шероховатость обрабатываемой поверхности, а также влияние числа зубьев на пластические параметры обрабатываемого металла и через это на величину шероховатость.
Обрабатываемый материал сталь 40Х (241—285 НВ) по ГОСТ 4543—71.
Материал твердого сплава режущей части Т15К6.
Износ по задней поверхности 0,25 – 0,35 мм Величину фаски износа определяли с помощью Лупы Бринелля. Скорость резания U=130м/мин.
Величина шероховатости определялась с помощью Эталонов шероховатостей.
Набор образцов (эталонов) шероховатости поверхности по стали для оперативной оценки шероховатости детали на различных стадиях технологического процесса механообработки по ГОСТ 9378-93 .
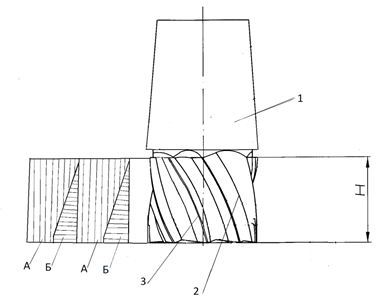
Рис.6. Концевая фреза, в которой дополнительны зубья равны по высоте основным зубьям, но где режущие лезвия основных зубьев расположены на цилиндрической поверхности, а режущие лезвия дополнительных зубьев расположены на конической поверхности.
На рис.6: 1- держатель; 2 – основные зубья; 3 – дополнительные зубья. Н – высота зубьев. А – сечение стружки от основных зубьев. Б – сечение стружки от дополнительных зубьев.
У торцовой части фрезы ( рис. 6 ) основные зубья и дополнительные зубья снимают стружку одной и той же толщины, а в верхней точке дополнительные зубья снимают стружку нулевой толщины. Здесь конструкция фрезы нацелена на получение равной стойкости всех зубьев, но высоты фрезеруемых уступов очень разные в каждых конкретных условиях, и образующая конической поверхности при постоянной стойкости не должна быть прямой линией.
Выводы
Для концевых фрез с дополнительными режущими зубьями в торцовой части (полезная модель RU 192840, авторы: Водилов А.В., Черкашин В.П. )
представлены графики зависимостей величин шероховатости фрезеруемой детали для фрез больших диаметров и жестких массивных фрезеруемых деталей.
Библиографический список
- Патент на полезную модель RU 192840 U1 МПК В23С5 /10 Концевая фреза. Авторы: Водилов А.В., Черкашин В.П. Заявка№ 2019104536. Приоритет 2019.02.18. Опубликовано 2019. 10. 02.Бюлл.№ 28.
Все статьи автора «Водилов Андрей Валерьевич»
© Если вы обнаружили нарушение авторских или смежных прав, пожалуйста, незамедлительно сообщите нам об этом по электронной почте.