Получение современных изделий с помощью ковки или другими методами обработки металлов приобретает в настоящее время большую актуальность [1, с. 91]. Наиболее востребованы художественные детали полученные методом методам обработки металлов давлением который изучают студенты обучающиеся на кафедре «Машины и технологии обработки металлов давлением» Университета машиностроения. В ходе выполнения самостоятельной работы по изготовлению деталей фонаря была разработана технология получения комплектующих для сборки готового изделия. Одной из деталей, которую необходимо изготавливать деформацией в штампе является крышка фонаря.
Анализируя внешний вид и возможные способы изготовления данной детали было установлено, что для массового и серийного производства данная деталь может быть получена двумя способами:
-
Вытяжка из листового материала [2, с. 65]
-
Формовка из листа [5, с. 102]
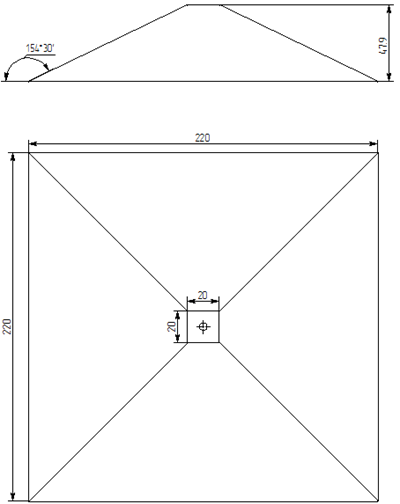
Рисунок 1. Чертеж детали «крышка фонаря»
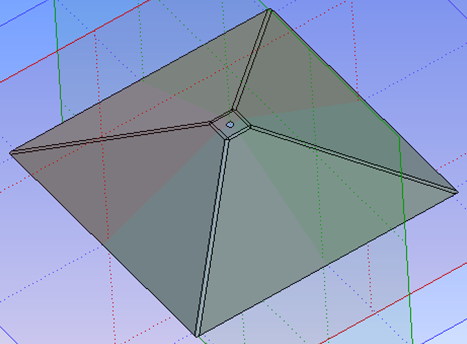
Рисунок 2. Крышка фонаря
Получение детали с помощью вытяжки является наиболее надежным способом гарантирующим качественное получение готовой детали. Однако в процессе вытяжки имеет место повышенный расход материала [3, с. 507], т.к. необходимо производить деформацию данной детали с использованием прижима и последующей обрезке детали по контуру. В связи с этим представляется наиболее экономичным получение детали формовкой, предварительно зажав ее жестко по контору. В этом случае расход металла должен сократиться и получив предварительное упрочнение мы получим более тонкую деталь с меньшем весом, что также благоприятно скажется на свойствах готового изделия [6, с. 23].
Однако для того, что бы убедиться в правильности выбранного технологического процесса было решено промоделировать деталь с помощью программы Autoform. Данная программа является одной из самых перспективных в области расчета деформации тонколистового материала, которая очень надежно может предсказать поведение штампуемого листа при нагружении [4, с. 440]. Результаты моделирования показывающие максимальные напряжения и утонения материала представлены на рисунках 3 и 4.
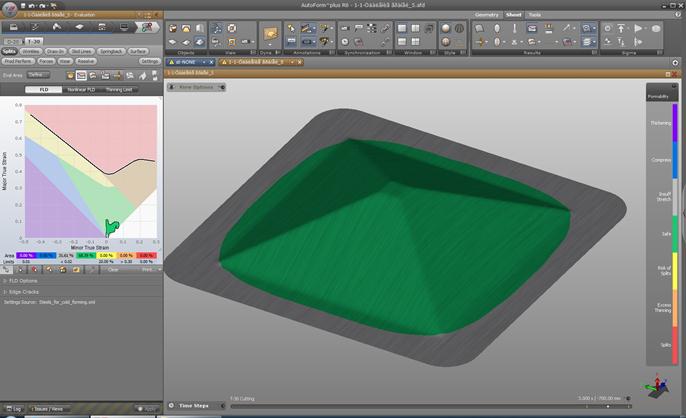
Рисунок 3. Диаграмма предельного формоизменения
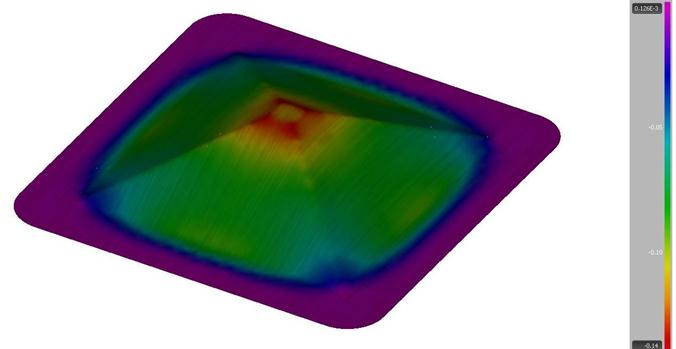
Рисунок 4. Утонения материала
Вывод:
В результате компьютерного моделирования процессов вытяжки и формовки были получены хорошие результаты в обоих случаях, но более стабильно формоизменение заготовки проходило во время формовки. При сравнении полученных деталей было выяснено, что деталь изготовленная методом формовки лучше по качеству, чем деталь полученная вытяжкой.
Моделирование процесса формовки детали «крышка фонаря» показало отличный результат без гофрообразования и разрывов. При данной операции не возникают излишние напряжения. Максимальное утонение материала составляет 14% (то есть толщина самого утоненного участка равна 0,86 мм), что полностью удовлетворяет требованиям к детали.
Библиографический список
- Типалин С.А. Шпунькин Н.Ф., Никитин М.Ю., Сапрыкин Б.Ю. Типалина А.В. Штамповка детали типа «кожух» из шумопоглощающего материала / Материалы 65-ой Международной научно-технической конференции Ассоциации автомобильных инженеров (ААИ) "Приоритеты развития отечественного автотракторостроения и подготовки инженерных и научных кадров" Международного научного симпозиума «Автотракторостроение – 2009». Книга 6, Москва, МГТУ «МАМИ», 2009 г. С.90-95.
- Типалин С.А., Петров М.А., Косачев Н.Ю., Шпунькин Н.Ф., Пономарев А.Н. Экспериментальное исследование осесимметричной формовки многослойного материала // Известие МГТУ «МАМИ» №1, 2015.т.2. С.63-69.
- Кучковский Ю.П., Типалин С.А., Шпунькин Н.Ф. Определение свойств соединительного слоя при болшой сдвиговой деформации // В сборнике: XXVI Международная Инновационно-ориентированная конференция молодых учёных и студентов МИКМУС-2014 Труды конференции. Российская Академия наук; РФФИ; Отделение энергетики, машиностроения, механики и процессов управления; Институт машиноведения им. А.А.Благонравова РАН. Москва, М.Харитоньевский пер. 4., 2015. С. 507-509
- Кучковский Ю.П., Типалин С.А. Исследование вытяжки для осесимметричной детали из биметалла с применением программного комплекса «Autoform» //XXVII Международная инновационно-ориентированная конференция молодых ученых и студентов (МИКМУС - 2015): Труды конференции (Москва, 2-4 декабря 2015 года) / М: Изд-во ИМАШ РАН, 2015 С. 439-442
- Бондарь В.С., Типалин С.А., Шпунькин Н.Ф. Изгиб и скручивание листа//М.Университет машиностроения, 2014. -212с
- Шпунькин Н:Ф., Типалин С.А. Технологичность штампованных листовых деталей // Учебное пособие. – М. Университет машиностроения, 2015- 72 с.