ДИАГРАММЫ ЯМАЗУМИ КАК ИНСТРУМЕНТ ОЦЕНКИ ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
Национальный Исследовательский Университет «Высшая Школа Экономики» в Санкт- Петербурге
Аннотация
В данной статье приведен краткий аналитический обзор одного из инструментов японского менеджмента для оценки эффективности производственных процессов – диаграмм Ямазуми. Помимо этого, описаны пошаговые рекомендации по внедрению данного инструмента на производстве, а так же приведен пример анализа полученных данных.
Ключевые слова: бережливое производство, диаграммы Ямазуми, оптимизация производственных процессов, производственный менеджмент, снижение затрат, эффективность, японская культура управления
YAMAZUMI CHARTS AS A TOOL FOR EVALUATING THE EFFECTIVENESS OF PRODUCTION PROCESSES
National Research University Higher School of Economics in Saint-Petersburg
Abstract
This article provides a brief analytical overview of Japanese management tool for evaluation efficiency of production processes – Yamazumi charts. Recommendations for the implementation of this tool in production, as well as an example of data analysis, were given.
Keywords: cost reduction, efficiency, Japanese management system, lean production, manufacturing process optimization, production management, Yamazumi сharts
Рубрика: 08.00.00 ЭКОНОМИЧЕСКИЕ НАУКИ
Библиографическая ссылка на статью:
Долганова Н.С. Диаграммы Ямазуми как инструмент оценки эффективности производственных процессов // Современные научные исследования и инновации. 2015. № 4. Ч. 3 [Электронный ресурс]. URL: https://web.snauka.ru/issues/2015/04/51934 (дата обращения: 23.07.2026).
В кризисный период нашей страны вопросы оптимизации производственных процессов становятся как нельзя актуальны – низкие производственные издержки позволяют предотвратить большие скачки в повышении рыночной стоимости продукта. Способы оптимизации производственных процессов, выявления и устранения их узких мест и повышения их эффективности достаточно разнообразны, однако многие из них требуют больших ресурсов – финансовых, временных или трудовых. В данной статье мы рассмотрим один из инструментов японского менеджмента улучшения производства – диаграммы Ямазуми.
Слово «Ямазуми» переводится с японского как «располагаться один над другим» и достаточно точно описывает специфику рассматриваемого нами инструмента. Ямазуми – это графический инструмент (как правило, гистограмма), визуально демонстрирующий составляющие источники временного цикла данного процесса. Данными источниками являются:
1) Время, добавляющее ценность продукту (Value-Adding Work), т.е. время, потраченное на преобразование сырья или информации для создания продукта. Непосредственно за это время потребитель готов платить деньги;
2) Время на операции, не добавляющее ценности продукту, но необходимое для его производства (Non-Value-Adding Work). Это может быть проведение проверок, контроль качества, обучение персонала и пр.;
3) Непроизводительное время (Waste), связанное с выполнением ненужных действий (на японском – муды). Чаще всего это время, которое тратится на хождение, поиск нужных инструментов, деталей, исправление брака [1].
Отметим, что разделение общего временного цикла загрузки оператора на составляющие части – необязательное условие для использования диаграммы Ямазуми. Выделим классификацию анализа процесса с помощью данного инструмента:
1. Общий анализ – при его проведении не учитывается деление на операции и их ценность, единицей измерения выступают отдельные станции. Данный метод применим в случае, если необходимо выявить среди большого количества рабочих мест те, что задерживают общий производственный цикл для их последующего более детального анализа.
2. Анализ операций – в данном случае проводится исследование с учетом фиксирования каждой операции, однако не учитывается, приносят ли они ценность. Как правило, данный вид анализа используется в том случае, когда на предприятии нет деления на источники временного цикла или, по определенным причинам, его затруднительно провести.
3. Полный анализ – предполагает фиксирование всех операций и их конечной ценности для потребителя. Данный вид анализа наиболее эффективен, поскольку позволяет оценить эффективность каждого рабочего места, а так же каждого работника. Помимо этого, полный анализ может быть использован для процесса сокращения потерь, балансировки линии, а так же для оценки уже внесенных изменений. В нашей статье мы рассматриваем методику построения диаграмм Ямазуми именно для осуществления полного анализа.
Для построения диаграммы необходимо иметь следующие исходные данные:
- Время выполнения стандартного набора операций;
- Последовательность их выполнения;
- Время такта.
Для замера стандартных операций существует два способа: первый – хронометраж – используется в случае общего анализа производственного процесса. Для проведения анализа операций или полного анализа необходима видеосъемка и ее последующая обработка [2].
Оптимальная последовательность выполнения операций, а следовательно расположения станций, предполагается быть уже выстроенной в зависимости от технологической специфики производимого продукта до запуска производства
Время такта – время, в течение которого с конвейера сходит одна единица готовой продукции. Время такта считается верхней границей загрузки работников; его постепенное сокращение – показатель успешной работы предприятия [3].
Мануал по построению диаграммы Ямазуми:
1. Определение вида деятельности для изучения.
2. Определение вида анализа и подготовка базы данных для него. Качество анализа зависит от подробностей в описании всего, что делает работник – в том числе, времени, которое он тратит на проходку или поиск необходимых деталей, поскольку таким образом наглядно демонстрируется потерянное время;
3. Замер всех операций и их элементов;
4. Соотнесение каждого действия, выполняемого рабочим и его ценности;
5. Построение графика в программе MS Excel;
6. Проведение анализа – выявление узких мест, составление плана оптимизации [4].
Ниже приведен пример построения диаграммы Ямазуми:
Предположим, что предприятию А необходимо проанализировать линию, которая состоит из 4 станций. Заданное время такта – 10 минут. Распределение рабочего времени по ценности операций можно увидеть на рисунке 1 (все данные приведены в минутах).
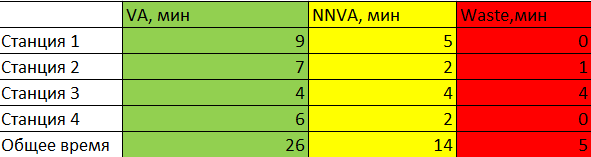
Зеленым цветом выделенным операции, добавляющие стоимость продукту;
Желтым – не добавляющие, но необходимые;
Красным – не добавляющие и не нужные.
Пример построения диаграммы в MS Excel (см. рисунок 2):
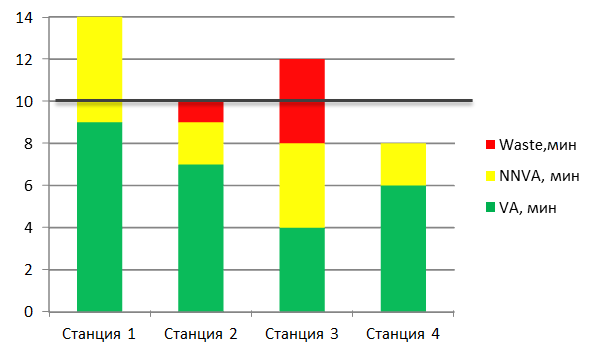
Черная линия соответствует времени такта.
В данном примере мы наглядно видим, что две станции (станции №1 и №3) не укладываются во время такта, при этом на станции №3 очень высокая концентрация операций, не добавляющих ценность. Следовательно, необходимо выявить причины и устранить «красные операции». Так же необходимо максимально сократить время, которое уходит на выполнение «желтых» операций. Отметим так же, что станция №4 недогружена примерно на 1 минуту, следовательно оператор простаивает примерно 1/10 рабочего времени и не выполняет оплачиваемый ему объем работы. Полученные нами данные свидетельствуют о том, что необходимо так же выполнить перебалансировку линии – перезагрузить все станции, что позволит избежать переработок и простоя.
Диаграммы Ямазуми совмещают в себе такие важные факторы, как эффективность, простота в использовании, а так же отсутствие больших затрат для их имплементации. Отметим так же, что данный инструмент не ограничен рамками производства и может применяться для улучшения и других процессов компании.
Библиографический список
- Джонс Д., Вумек Дж. Бережливое производство. - М., Альпина Паблишер, 2010 – 472 с.
- Singh, K. & Ahuja, I.P.S. (2012). Transfusion of Total Quality Management and Total Productive Maintenance: a literature review. International Journal of Technology, Policy and Management, Vol. 12, Issue 4, P. 275-311.
- Азбука бережливого производства. URL: http://www.leaninfo.ru/2011/08/24/takt-time-lean-alphabet/ (Дата обращения 10.04.2015 г.)
- Семенычев Ф. Стандартизированная работа. Методы построения идеального бизнеса. URL: https://books.google.ru/books?id=EUOaAgAAQBAJ&pg (дата обращения 2.04.2015 г.)
Все статьи автора «Долганова Наталья Сергеевна»
© Если вы обнаружили нарушение авторских или смежных прав, пожалуйста, незамедлительно сообщите нам об этом по электронной почте.