Для обеспечения экономного расхода сырья на предприятиях лесопромышленного комплекса необходимо осуществлять контроль за потерями, которые являются основными показателями технологического процесса [1…5].
Наличие потерь в рамках осуществления технологического процесса свидетельствует о наличии серьезных недостатков в организации производственного процесса, устранение которых приводит к значительной экономии расхода исходного сырья.
В качестве объекта анализа в работе рассматривается ЗАО «Фанерный завод «Власть труда».
Рассмотрим основные факторы, влияющие на качество и выход готовой продукции:
1) Качество исходного сырья
Сырьем для производства фанеры, могут быть почти все древесные породы, заготовляемые в виде кряжей и чураков определенных размеров и соответствующего качества. Целесообразнее для производства фанеры использовать берёзу и другие деревья лиственных пород, которые не имеют ярко выраженной ранней и поздней зоны в годовых так как их древесина эластична, обладает равномерной плотностью и легко подвергается лущению. Это позволяет получать тонкий и прочный шпон высокого качества.
Ранняя, и поздняя древесина в годовом слое отличаются величиной древесных сосудов. При изготовлении шпона из такой древесины может произойти выкрашивание и разрыв древесных волокон. Не допускается гниль.
Немаловажное значение имеет и свойства клея, для приготовления которого требуются компоненты высокого качества и строгое соблюдение рецептуры.
2) Влажность шпона
Чем выше влажность шпона, тем выше выход шпона и наоборот. Так как при низкой влажности шпон становится хрупким, ломким. Поэтому все расчеты и установление норм выхода шпона производят на влажность шпона, равную 10-12%. Важно поддерживать влажность шпона на предельном уровне. Этого можно достичь соблюдением параметров установки лущильного ножа и линейки и рационально организованным технологическим режимом.
3) Количество сырья. Нанесение смолы должно быть равномерным по сторонам листа. Нормы расхода смолы на 1м2 намазываемой поверхности 130-135 г/м2. Норма может уточняться в сторону увеличения или уменьшения в зависимости от показателей смолы и окружающей среды отделом главного технолога или лабораторией. Неравномерное нанесение клея за счет несоответствующей вязкости клея и (или) не правильная нарезка барабанов клеенаносящего станка, приводят к не равномерность нанесения слоев клея и к дефектам: расслоение, пузыри.
4) Технологические затраты обусловлены технологическим процессом. Неправильное расположение пакетов листов шпона в прессе может привести к несоответствии перпендикулярности, волнистости, неупрессовке. В производстве фанеры на данном заводе применяться предварительная подпрессовка пакетов в холодных прессах при удельном давлении 4-8 кг/ см2. Это снижает возможность преждевременного отверждения клея, а также сокращает длительность процесса загрузки пакетов в горячий пресс и время отвержения, а также способствует улучшаению качество фанеры. Подпрессовка позволяет равномерно распределить клеевой раствор, а также удалить воздух из промежутков между листами. Процесс подпрессовки снижает количество дефектов, таких как трещины, слабая кромка, слабый угол и просачивание клея и так далее. Коробление не образуются в результате выравнивания при подпрессовке отдельных листов шпона. Процесс склеивания фанеры протекает при определённой температуре и давлении, обеспечивающих контакт листов шпона, между которыми находится клеевой слой.
К дефектам, получающимся в процессе производства фанеры, относятся расклеивание, пузыри, слабые углы и слабую кромку, просачивание клея, трещины, загрязнение наружных слоев, разнотолщинность, неупрессовка, неправильный подбор наружных слоев по сортам, сбитые наружные слои, выпавшие вставки.
Распределение значимости различных видов дефектов при производстве фанеры представлены на рисунке 1.
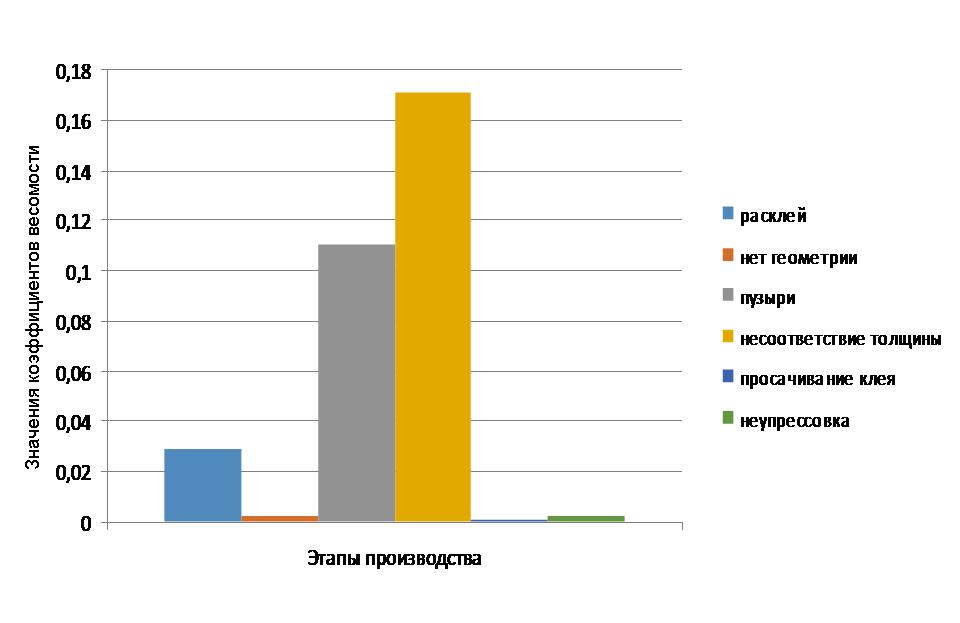
Рисунок 1 – Распределение значимости дефектов при производстве фанеры
Распределение внутренних потерь от дефектов представлено на рисунке 2.
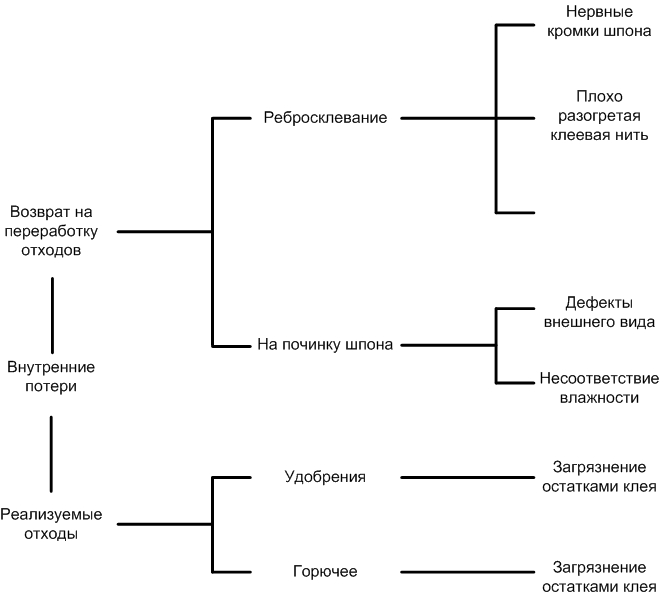
Рисунок 2 – Распределение внутренних потерь от дефектов
Анализ представленных результатов позволяет обозначить основные причины возникновения потерь:
- устаревшее оборудование;
- низкая квалификация персонала;
- нарушение режимов технологического процесса;
- использование неточного контрольно-измерительного и испытательного оборудования;
- негодность инструментов;
- повреждение технологической оснастки и приспособлений.
В этих условиях необходима разработка и внедрение предупреждающих и корректирующих мероприятий, с учетом выбора наиболее приоритетных задач, направленных на снижение затрат.
Библиографический список
- Загородова Е.И., Макарова Л.В., Тарасов Р.В. Анализ конкурентоспособности предприятий лесопромышленного комплекса (на примере ЗАО «Фанерный завод «Власть труда») // Современные научные исследования и инновации. 2014. № 11 [Электронный ресурс]. URL: http://web.snauka.ru/issues/2014/11/41079 (дата обращения: 28.11.2014).
- Загородова Е.И., Макарова Л.В., Тарасов Р.В. Анализ внешних и внутренних факторов конкурентоспособности предприятий (на примере ЗАО «Фанерный завод «Власть труда») // Современные научные исследования и инновации. 2014. № 11 [Электронный ресурс]. URL: http://web.snauka.ru/issues/2014/11/41116 (дата обращения: 28.11.2014).
- Макарова Л. В. Анализ затрат на качество при производстве пищевой продукции (на примере ОАО «Атмис-сахар», г. Каменка) [Текст] / Л. В. Макарова, А. В. Бычкова, Р. В. Тарасов // Молодой ученый. — 2014. — №3. — С. 472-475.
- Макарова Л.В., Тарасов Р.В., Бычкова А.В. Оценка и анализ затрат на качество на предприятиях пищевой промышленности // Современные научные исследования и инновации. – Февраль 2014. - № 2 [Электронный ресурс]. URL: http://web.snauka.ru/issues/2014/02/31440 (дата обращения: 18.02.2014).
- Белянская Н.М. Экономика качества, стандартизации и сертификации: учебное пособие [Текст] / Н.М. Белянская, В.И. Логанина, Л.В. Макарова. – Пенза: Изд-во ПГУАС, 2010.-168с.