МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ
1Ижевский государственный технический университет им. М.Т. Калашникова, канд. техн. наук
2Ижевский государственный технический университет им. М.Т. Калашникова, аспирант
Аннотация
Статья посвящена построению математической модели формообразования гнутых гофрированных профилей.
Ключевые слова: гнутый профиль, математическая модель, угол подгибки
MATHEMATICAL MODEL OF FORMATION OF CURVED CORRUGATED PROFILES
1Izhevsk State Technical University named after M.T. Kalashnikov, Ph.D. in technics
2Izhevsk State Technical University named after M.T. Kalashnikov, postgraduate
Abstract
This article is about mathematical model of formation of curved corrugated profiles.
Рубрика: 05.00.00 ТЕХНИЧЕСКИЕ НАУКИ
Библиографическая ссылка на статью:
Тепин Н.В., Шулятьев М.И. Математическая модель формообразования гнутых гофрированных профилей // Современные научные исследования и инновации. 2012. № 12 [Электронный ресурс]. URL: https://web.snauka.ru/issues/2012/12/19415 (дата обращения: 31.07.2026).
При проектировании технологического процесса профилирования гнутых профилей особую важность играют вопросы выбора углов подгибки и схемы формоизменения. Поэтому создание математической модели позволяющей решать такие задачи является достаточно актуальной задачей.
Математическая модель формообразования гнутых гофрированных профилей реализована в виде программного продукта – прикладной библиотеки для САПР-системы КОМПАС-3D v13.
Созданная прикладная библиотека предназначена для автоматизации расчёта и получения калибровок гнутых гофрированных профилей, что способствует ускорению освоения и внедрения в производство новых типов продукции.
Данный программный продукт позволяет значительно снизить время на математические вычисления и последующий процесс вычерчивания, путём задания геометрии желаемого профиля и в результате работы прикладной библиотеки получения готового чертежа калибровки профиля в системе КОМПАС-3D.
Математическая модель, лежащая в основе программы, включает в себя методику расчета калибровки, метод определения углов подгибки для каждого перехода, а также метод расчета массивов координат точек профиля для геометрической отрисовки и отображения результатов моделирования. Результатом работы программы является графическое отображение калибровки задаваемого профиля для каждого из переходов процесса профилирования.
Исходными данными для расчета являются:
— значения угла наклона гофров “α” на готовом профиле;
— значения радиуса закругления мест изгиба “r” на готовом профиле;
— значения длин прямолинейных участков гофрированного профиля.
Прикладная библиотека для КОМПАС-3D представляет собой модульную систему. Программа состоит из четырех подсистем, структурная схема программы представлена на рисунке 1. Блок- схема работы программы представлена на рисунке 2.
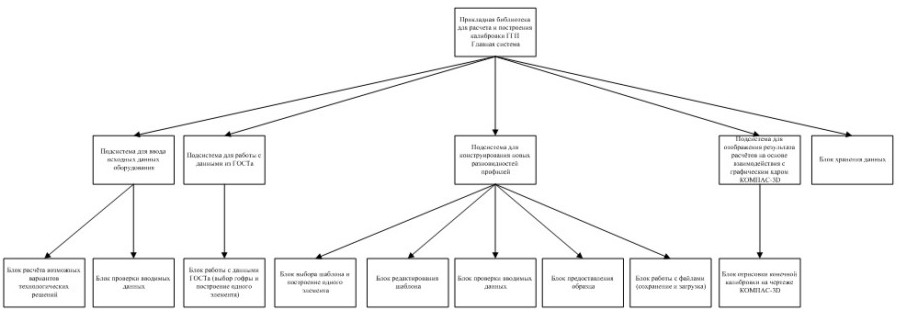
Рисунок 1. Структурная схема программы
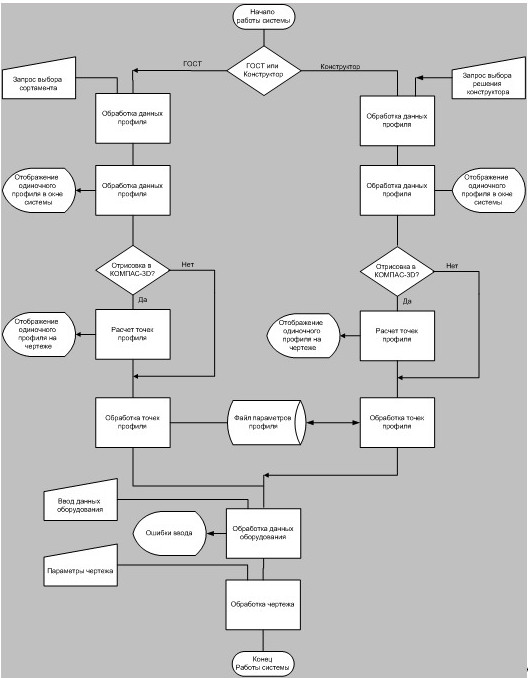
Рисунок 2. Блок-схема работы программы
Подсистема для ввода исходных данных оборудования. Для получения результата работы разрабатываемой библиотеки в виде готового чертежа необходимо задать ширину исходной заготовки и параметры профилегибочного стана в соответствующем окне программы (рис.3). Для профилегибочного стана задаются следующие технологические параметры: ширина рулона, количество клетей, количество формующих роликовых пар для изготовления готового профиля на последней клети (по количеству гофров на готовом профиле).
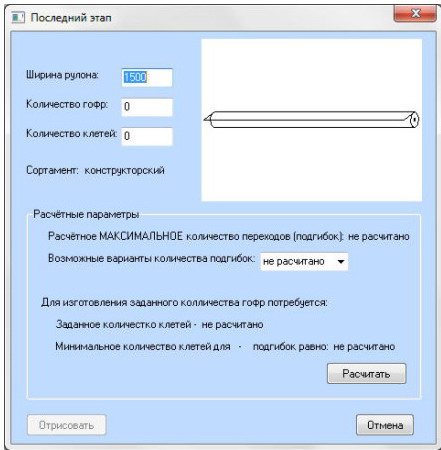
Рисунок 3. Окно ввода данных оборудования
Также, наряду с задаваемыми вышеперечисленными параметрами, в данной подсистеме производятся по умолчанию расчеты возможных вариантов количества подгибок исходя из заданных параметров оборудования. Это является достоинством программы, так как предоставляется возможность сравнения и выбора в процессе работы сразу из нескольких вариантов технологического процесса производства профилей.
Подсистема для работы с данными из ГОСТа. Согласно ГОСТ 24045-94 сортамент профилей подразделяется на несколько типов по назначению: для настила покрытий (Н), для настила и стеновых ограждений (НС) и для стеновых ограждений (С).
В разработанной программе, так же как и в приведённом ГОСТе сортамент профилей группируется по назначению (рис.4).
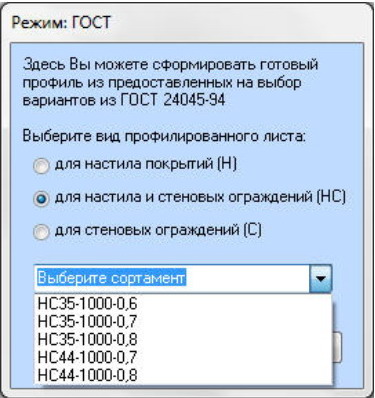
Рисунок 4. Окно выбора сортамента профилей
Подсистема для конструирования новых разновидностей профилей. В данной подсистеме пользователю предлагается набор готовых геометрических конфигураций профилей. Первым этапом конструирования в библиотеке является выбор типовой формы гофрированного профиля с нормализованными параметрами, взятыми из сортамента по ГОСТ 24045-94. Вторым этапом является предварительный просмотр с возможностью корректировки автоматически заданных начальных значений геометрических параметров, если стоит задача получить сильно отличающуюся конфигурацию от предлагаемой в ГОСТ (рис.5).
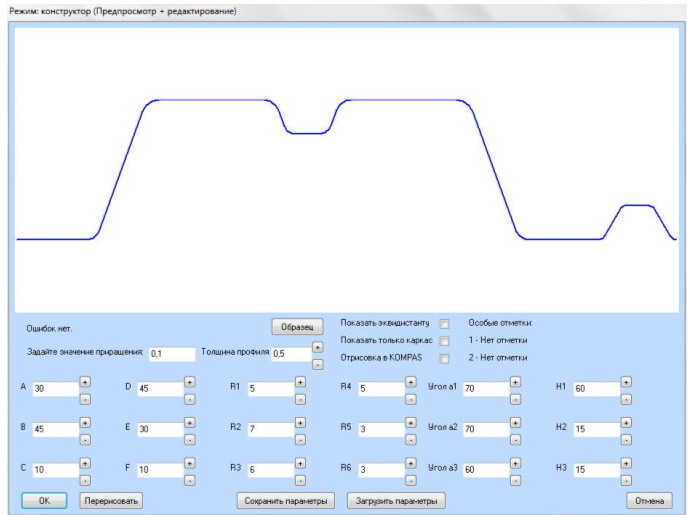
Рисунок 5. Окно редактирования геометрии профиля
Подсистема для работы с графическим отображением результата расчетов на основе взаимодействия с графическим ядром КОМПАС-3D. Любое графическое изображение строится из графических примитивов. Графические примитивы могут быть такие как точка, отрезок, ломаная, дуга, кривая и другие. В графическом ядре КОМПАС-3D реализованы все графические примитивы, которые можно получить вызовом специальных функций готовых интерфейсов.
В данной подсистеме реализована отрисовка конечной калибровки гнутых гофрированных профилей на чертеже КОМПАС-3D с использованием специально разработанных алгоритмов для каждой конфигурации профиля с учетом четности или нечётности количества гофров на готовом профиле, а так же с учетом технологического процесса (типа формовки).
Результатом работы программы является калибровка профиля для всех технологических переходов (рис.6).
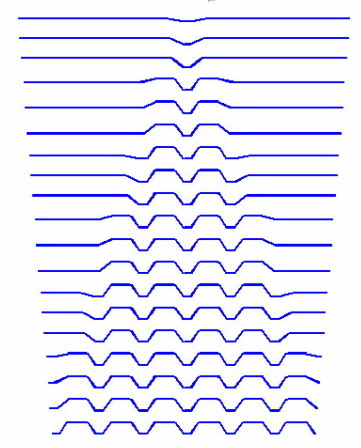
Рисунок 6. Калибровка профиля
Оценка результатов работы программы производилась путем сравнения их с параметрами калибровок на действующих станах предприятия «Ижторгметалл».
В качестве экспериментальных данных примем известные данные о углах подгибки действующих калибровок гнутых гофрированных профилей Н10, Н20, С35, С44, Н60.
Теоретическими данными будем считать значения углов подгибки, полученные в результате работы разработанной программы. Для этого потребуется ввести в программу значения геометрических параметров для профилей Н10, Н20, С44, Н60, С35.
Сравнение теоретических и экспериментальных данных углов подгибки представим таблицах 1–6 и виде графиков на рисунках 7–12. Графики построены при помощи MS Exel для калибровок каждого типа профиля.
Таблица 1
Углы подгибки профиля Н10
|
Номер перехода |
Экспериментальные значения угла подгибки, о |
Теоретические значения угла подгибки, о |
Разница, % |
|
1 |
24,47 |
16,4 |
33 |
|
2 |
48,38 |
33,43 |
31 |
|
3 |
52,47 |
52,47 |
0 |
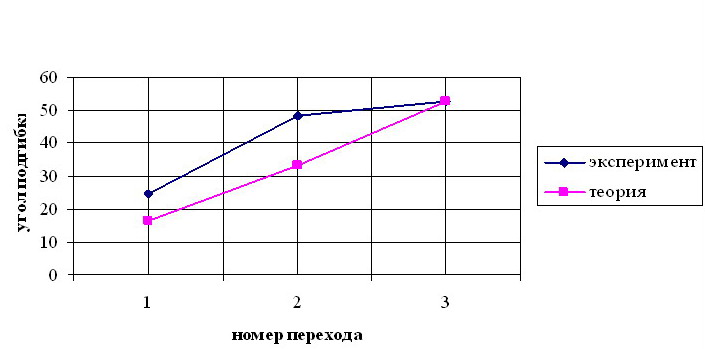
Рисунок 7. Углы подгибки профиля Н10
Таблица 2
Углы подгибки центральных гофр профиля Н20
|
Номер перехода |
Экспериментальные значения угла подгибки, о |
Теоретические значения угла подгибки, о |
Разница, % |
|
1 |
19,48 |
17,72 |
9,03 |
|
2 |
40,38 |
36,2 |
10,35 |
|
3 |
57,43 |
57,43 |
0 |

Рисунок 8. Углы подгибки профиля Н20
Таблица 3
Углы подгибки кромок профиля Н20
|
Номер перехода |
Экспериментальные значения угла подгибки, о |
Теоретические значения угла подгибки, о |
Разница, % |
|
1 |
10 |
13,25 |
24,53 |
|
2 |
20 |
26,8 |
25,37 |
|
3 |
40 |
41,12 |
2,72 |
|
4 |
57,43 |
57,43 |
0 |
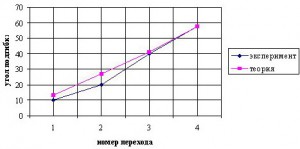
- Рисунок 9. Углы подгибки кромок профиля Н20
Таблица 4
Углы подгибки профиля С44
|
Номер перехода |
Экспериментальные значения угла подгибки, о |
Теоретические значения угла подгибки, о |
Разница, % |
|
1 |
18,42 |
16,55 |
10,15 |
|
2 |
35,12 |
33,75 |
3,9 |
|
3 |
53,03 |
53,03 |
0 |
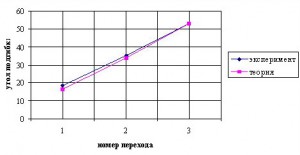 Рисунок 10. Углы подгибки профиля С44
Рисунок 10. Углы подгибки профиля С44
Таблица 5
Углы подгибки профиля Н60
|
Номер перехода |
Экспериментальные значения угла подгибки, о |
Теоретические значения угла подгибки, о |
Разница, % |
|
1 |
20,3 |
15,77 |
22,31 |
|
2 |
39,7 |
31,92 |
19,6 |
|
3 |
60,03 |
49,25 |
17,96 |
|
4 |
71,38 |
71,38 |
0 |
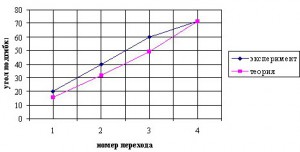
Рисунок 11. Углы подгибки профиля Н60
Таблица 6
Углы подгибки профиля С35
|
Номер перехода |
Экспериментальные значения угла подгибки, о |
Теоретические значения угла подгибки, о |
Разница, % |
|
1 |
13,75 |
12,78 |
7,05 |
|
2 |
27,50 |
25,83 |
6,07 |
|
3 |
41,25 |
39,56 |
4,09 |
|
4 |
55,00 |
55,00 |
0 |
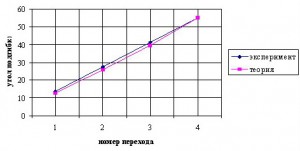
Рисунок 12. Углы подгибки профиля С35
Анализ графиков показывает хорошую сходимость для профилей Н20, С44, С35, что говорит об адекватности разработанной математической модели и работы созданной на ее основе программы.
Анализ производственных дефектов профилей Н10 и Н60 показал, что в зависимости от механических свойств заготовки периодически проявляются дефекты связанные с жестким режимом деформирования. Это объясняет существенные расхождения производственных и теоретических данных.
© Если вы обнаружили нарушение авторских или смежных прав, пожалуйста, незамедлительно сообщите нам об этом по электронной почте.