В производстве щепы могут быть выделены основные и вспомогательные технологические операции. В качестве основных технологических операций производства щепыв статье[9] рассмотрены очистка круглых лесоматериалов от коры в корообдирочном барабане[4, 6, 8, 10, 12, 13]и измельчение древесиныв дисковых рубительных машинах[2, 3, 11]. В качестве вспомогательных технологических операций исследованымежоперационная транспортировка круглых лесоматериалов и их сортировка по длине[3, 10, 11]. Эти две вспомогательные операции на практике совмещают, применяя рольганги с так называемыми провалочными окнами для отбраковки короткомеров из потока балансов (рисунок 1).

Рисунок 1. Балансы на рольганге с провалочными окнами
В работе [4] к короткомерам отнесены отрезки бревна длиной не более 80 см.
Согласно ГОСТ Р 54914-2012 (Лесоматериалы. Термины и определения) балансы (pulpwood) – это круглые лесоматериалы для переработки на целлюлозу, древесную массу или древесные плиты.Согласно ГОСТ 22296-89 (Балансы для экспорта. Технические условия. Pulpwood for export. Specifications) балансы могут иметь диаметр от 6 до 24 см, длину – от 1,0 до 6,5 м. На ряде целлюлозно-бумажных комбинатов России используют в качестве сырья балансы длиной 120 см. Технология подготовки балансов к измельчению на щепу кратко рассмотрена в работе [4]. На стадии древесно-подготовительного цикла с балансов удаляют кору, для чего в настоящее время обычно используют корообдирочные барабаны [8]. На рисунке 1 показаны балансы до их загрузки в корообдирочный барабан.
На рисунке 2 показаны балансы после их обработки в корообдирочном барабане [3].

Рисунок 2. Балансы после их обработки в корообдирочном барабане[3]
Очищенные от коры балансы поступают в загрузочное устройство рубительной машины для измельчения на щепу. Частицы щепы показаны на рисунке 3.
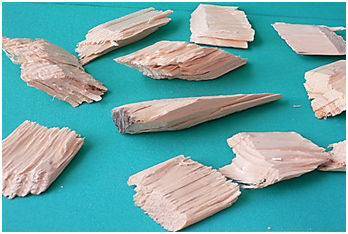
Рисунок 3. Частица щепы (в центре), полученная в дисковой рубительной машине
при измельчении торцевой части баланса[3]
Требования к размерам и форме частиц щепы установлены в ГОСТ 15815-83 (Щепа технологическая.Технические условия). В соответствии с эти стандартом, показанная на рисунке 2 (в центре) частица щепы не относится к кондиционным частицам. В работах [3, 4, 11] установлено, что такие частицы получаются при измельчении торцевых частей балансов. Для уменьшения массовой доли некондиционных частиц необходимо удалять короткомеры из общего потока балансов до их измельчения в рубительной машине [4]. Таким образом, необходима сортировка балансов по длине.
Сортировку балансов по длине совмещают с их межоперационной транспортировкой, используя, как замечено выше, рольганги с так называемыми провалочными окнами (рисунок 1).Для интенсификации данной сортировки возможно использование роликов с некруглым поперечным сечением [2,5, 10]. В дальнейшем изложении, как дополнение работы [9], рассматриваются некоторые особенности взаимодействия транспортируемых балансов и роликов рольганга.
Движение баланса по рассматриваемому рольгангу вызывается вращением его роликов. Не касаясь предыстории, рассмотрим установившееся равномерное вращение роликанекруглого поперечного сечения с угловой скоростью ![]() [9]. В этом случае касательное ускорение точек на периметре ролика, движущихся по дуге окружности радиуса
[9]. В этом случае касательное ускорение точек на периметре ролика, движущихся по дуге окружности радиуса ![]() , равно нулю, амодуль нормального ускорения равен
, равно нулю, амодуль нормального ускорения равен![]() . Рассмотрим частный случай, когда линии действия силы тяжести транспортируемого баланса
. Рассмотрим частный случай, когда линии действия силы тяжести транспортируемого баланса ![]() и приложенной к балансу силы контактного взаимодействия
и приложенной к балансу силы контактного взаимодействия ![]() проходят через ось вращения ролика (рисунок 4).
проходят через ось вращения ролика (рисунок 4).
Рисунок 4. Схема взаимодействия баланса и ролика
Найдем такое значение ![]() , при котором модуль
, при котором модуль ![]() силы
силы![]() равен нулю. Моделируя баланс материальной точкой с массой
равен нулю. Моделируя баланс материальной точкой с массой ![]() , запишем уравнение движения этой точки в проекциях на направление
, запишем уравнение движения этой точки в проекциях на направление![]() :
:
![]() , т.к.
, т.к. ![]() , то
, то![]() ,
, ![]() ,
,![]() .
.
В этом случае сила контактного взаимодействия, а значит и сила трения, равна нулю. Это означает, что на некотором интервале времени исчезает влияние силы трения на технологически необходимое горизонтальное перемещение баланса. Таким образом, существует критическое значение угловой скорости ролика. Очевидно, конструкция рольганга для транспортировки балансов должна быть такой, чтобы модуль угловой скорости вращения роликов был меньше критической величины.
К такому же выводу придем, если запишем уравнение движения рассматриваемой точки в проекциях на вертикальную ось, используя выражение для ускорения по формуле (16) из работы[9]![]() и определив минимальное критическое значение угловой скорости ролика, которое в данном случаедостигается, если
и определив минимальное критическое значение угловой скорости ролика, которое в данном случаедостигается, если
![]() .
.
Обратим внимание на другую особенность рольганга с роликами некруглого поперечного сечения[9]. В известных рольгангах с цилиндрическими роликами транспортируемые балансы практически не перемещаются по вертикали. То есть, сила веса балансов не совершает работы на вертикальных перемещениях. Однако в рольганге с роликами некруглого поперечного сечения [2, 5, 10]вертикальные перемещения балансов имеют место. Поэтому на этих перемещениях будет совершаться определенная работа, что потребует затрат энергии. Однако, некруглые ролики устанавливаются только на небольшом участке рольганга в области провалочных окон [2, 5, 10]. Как следствие, дополнительные затраты энергии могут оказаться незначительными по сравнению с эффектом от интенсификации сортировки по длине транспортируемых лесоматериалов.
Необходимо подчеркнуть, что применение данногоустройства [2, 5, 10] не приводит к полному исключению короткомеров из процесса измельчения в рубительной машине. Причина существования данной проблемы заключается в том, что любой баланс на финишной стадии своего измельчения в рубительной машине неизбежно превращается в короткомер, что подробно исследовано в работах [3, 4, 11].Поэтому неизбежно появление отходов переработки круглых лесоматериалов. В этой связи появляется проблема, включающая в себякак уменьшения количества, так и рационального использования этих отходов. Некоторые аспекты данной проблемы рассмотрены, в частности, в работах [1, 6, 7, 10, 14, 15].
Работа выполнена в рамках реализации комплекса мероприятий Программы стратегического развития ПетрГУ на 2012–2016 годы (подпроект:«Совершенствование строительных материалов на основе использования местных ресурсов и отходов переработки древесины»).
Библиографический список
-
Андреев А.А., Колесников Г.Н. Совершенствование технологии использования отходов лесопильных предприятий в производстве древесно-цементных материалов для малоэтажного строительства // Фундаментальные исследования. 2014. № 6-6. С. 1139-1143. http://elibrary.ru/item.asp?id=21618774
-
Васильев С.Б., Девятникова Л.А., Доспехова Н.А., Колесников Г.Н. Интенсификация сортировки транспортируемых рольгангом круглых лесоматериалов по критерию длины при их подготовке к измельчению на щепу // Фундаментальные исследования. 2013. № 10-2. С. 257-260. http://elibrary.ru/item.asp?id=20204479
-
Васильев С.Б., Девятникова Л.А., Колесников Г.Н. Влияние изменения длины баланса, измельчаемого в дисковой рубительной машине, на размеры частиц древесной щепы // Политематический сетевой электронный научный журнал Кубанского государственного аграрного университета. 2012. № 81. С. 270-279. http://elibrary.ru/item.asp?id=18038785
-
Васильев С.Б., Девятникова Л.А., Колесников Г.Н., Симонова И.В. Технологические решения для реализации потенциала ресурсосбережения при переработке круглых лесоматериалов на щепу // Петрозаводск, 2013. 92 с.http://elibrary.ru/item.asp?id=21756172
-
Васильев С.Б., Колесников Г.Н., Девятникова Л.А., Доспехова Н.А. Секция рольганга для сортировки транспортируемых лесоматериалов по длине // Патент РФ на полезную модель № 134521. Опубликовано 20.11.2013.
-
Васильев С.Б., Колесников Г.Н., Никонова Ю.В., Раковская М.И. Влияние локальной жесткости корпуса корообдирочного барабана на изменение силы соударений и величину потерь древесины // Ученые записки Петрозаводского государственного университета. Серия: Естественные и технические науки. 2008. № 96. С. 84-91.http://elibrary.ru/item.asp?id=11846141
-
Гаврилов Т.А., Паталайнен Л.С., Колесников Г.Н. О ресурсосберегающих технологиях экологически безопасной утилизации древесной коры // Современные научные исследования и инновации. 2014. № 7 (39). С. 59-64.http://elibrary.ru/item.asp?id=22000406
-
Григорьев И., Локштанов Б., Куницкая О., Гулько А. Повышение эффективности групповой механической окорки лесоматериалов. Часть 5. Размеры окариваемых лесоматериалов // ЛесПромИнформ. – 2013. – № 7 (97).
-
Доспехова Н.А. О совершенствовании основных и вспомогательных технологических операций переработки древесины на щепу в дисковых рубительных машинах // Современные научные исследования и инновации. 2015. № 2 [Электронный ресурс]. URL: http://web.snauka.ru/issues/2015/02/48889 (дата обращения: 07.03.2015).
-
Колесников Г.Н., Васильев С.Б., Девятникова Л.А., Доспехова Н.А. Секция рольганга для сортировки транспортируемых лесоматериалов по длине // Патент на полезную РФ модель 117411. Опубликовано 05.12.2011.
-
Колесников Г.Н., Девятникова Л.А., Доспехова Н.А., Васильев С.Б. Уточненная модель влияния длины баланса, измельчаемого в дисковой рубительной машине, на размеры частиц древесной щепы // Политематический сетевой электронный научный журнал Кубанского государственного аграрного университета. 2015. № 105. С. 413-425. http://elibrary.ru/item.asp?id=22958453
-
Колесников Г.Н., Доспехова Н.А. Закономерности соударений и качество очистки балансов неодинакового диаметра в корообдирочном барабане // Фундаментальные исследования. 2013. № 10-15. С. 3328-3331.http://elibrary.ru/item.asp?id=22416535
-
Никонова Ю.В., Раковская М.И., Доспехова Н.А., Зайцева М.И. Обзор исследований окорки древесины // ResourcesandTechnology. 2014. Т. 11. № 1. С. 11-49. http://elibrary.ru/item.asp?id=22467716
-
Hellström, L. M., Gradin, P. A., Gulliksson, M., &Carlberg, T. (2011). A laboratory wood chipper for chipping under realistic conditions. Experimental mechanics, 51(8), 1309-1316.http://link.springer.com/article/10.1007/s11340-010-9452-1