

Целью настоящей работы является исследование параметров пластического деформирования детали типа «полусфера».
При исследовании деформационного процесса следует учитывать следующие моменты которые были получены в различных исследованиях [1, с 23 ], [2, с 57 ], [3, с 206 ], [4, с 441 ], [5, с.389], [6, с.14], [7, с. 101-102], [8,с 16-17], [9, с 1628 ] :
- Операция «вытяжка» сопровождается процессом естественного утонения стенки формируемого изделия.
- На фланцевой части заготовки при потере материалом устойчивости в тангенциальном направлении происходит образование гофр.
- Основным средством борьбы с гофрообразованием является прижим, применение которого приводит к усилению естественного утонения стенки и увеличению радиальных растягивающих напряжений, что, в свою очередь, ограничивает допустимую деформацию заготовки за одну операцию.
Устранение разнотолщинности в процессе формоизменения является достаточно сложной задачей, которую экспериментальным путем решить достаточно тяжело. Появление в последние годы эффективных программных средств, базирующихся на методе конечных элементов, и мощного аппаратного обеспечения позволили корректно решать подобные задачи. В настоящей работе в качестве программного средства применен программный продукт АutoFОRM, который ориентирован на решение задач обработки металлов давлением методом конечных элементов. [5, с 388 ].
В качестве предмета исследования принималась полусферическая поверхность. Основное требование необходимое удовлетворить в процессе получения – наименьшая разнотолщинность стенки колпака.
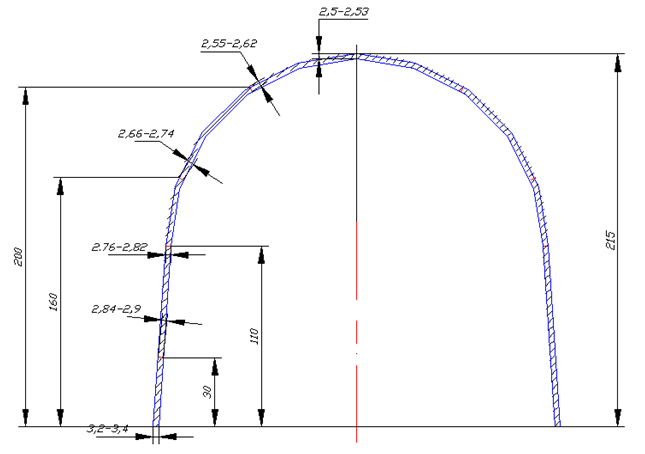
Рисунок 1. Сечение готового изделия.
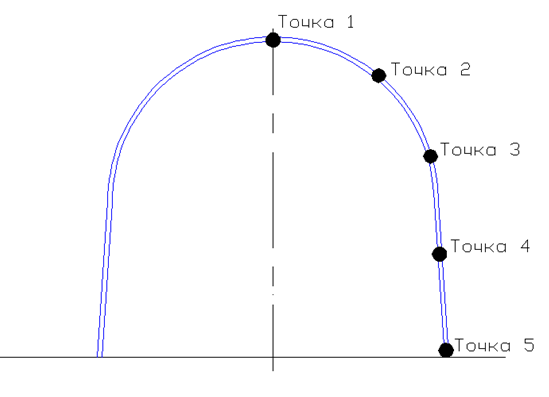
Рисунок 2. Схема расположения точек, в которых производились замеры толщины стенки на реальном изделии.
Рассмотрим свойства штампуемости детали похожей конфигурации из алюминиевого сплава АМГ3. Данный материал выбрал в связи со следующими параметрами:
- Доступность
- Хорошие деформационные свойства
Рассмотрим зависимость утонения стенки оболочки при вытяжке в жестком штампе с различными коэффицентами трения пуансона.
Для этого целесообразно использовать различные компьютерные программы [10, с 24 ], [11, с.145], [12, с 37 ], [13, с 92 ] позволяющие моделировать технологический процесс и на этапе разработки [14, с.65] иметь данные о возможном пружинении [6, с 14 ], (экспериментальные наблюдения показали хорошую сходимость расчетных и натурных испытаний [ 7, с 101 ]) , влиянии соприкосновения штампового инструмента с заготовкой и характере работы и стойкости разделительных инструментов в штампе.
Одним из наилучших программ для тонколистового материала является программный модуль Autоfоrm.
Autоfоrm дает возможноть быстро и просто задавать данные для расчета и анализировать, наиболее важные результаты техпроцесса, промоделированного в Автоформ. Плановые отделы могут легко и просто работать с файлами, и отчетами которые позволяют быстро и оперативно заказывать необходимый материал.
Эффективное моделирование в Autоfоrm обеспечивается удобной исследования поэтапный обзор результатов (который можно посмотреть пошагово).
Полуавтоматический поиск проблемных зон упрощает их обнаружение на заготовки. Дополнительно, приложение позволяет оценивать утяжку заготовки, измеряя расстояние между контуром начальной заготовки и заготовкой после вытяжки, что ведет к оптимизации нормы расхода материала.
Процесс штамповки затрагивает внешний вид поверхности и таким образом влияет на качество поверхности. Autоfоrm дает удобную визуализацию дефектов поверхности методом цифровой притирки бруском. Этот метод имитирует царапание каменным бруском поверхности наружной панели.
Так как деталь имеет семеричный характер, то после обрезки фланца, изменение геометрии за счет пружинения будет минимальным [8,с 16 ], [9, с 1628 ]. Если бы обрезка проводилась не симметрично (например вдоль оси, то величина пружинения могла бы достигать существенных значений [16, с.23], [18, с.38], {19, с. 35 ]. Еще большее значение изменение формы после обрезки возникает при формоизменения композиционного материала[15, с.507]. Данный недостаток можно избежать при использовании правки или чеканка поверхности[17, с.42-43] , [22, с.12].
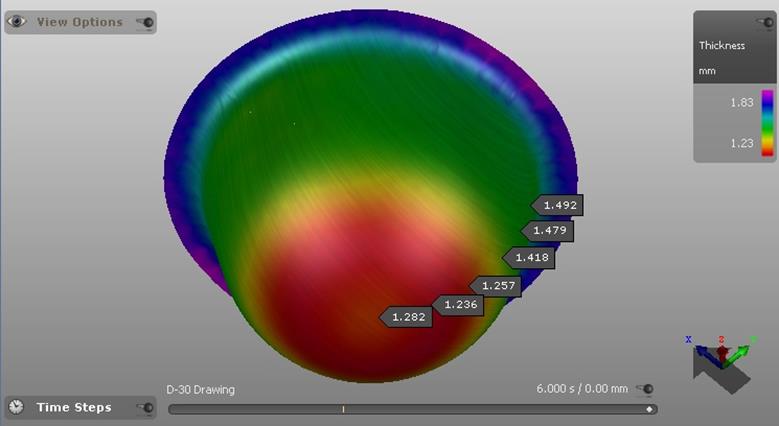
Рисунок 3. Коэффициент трения K=0,15
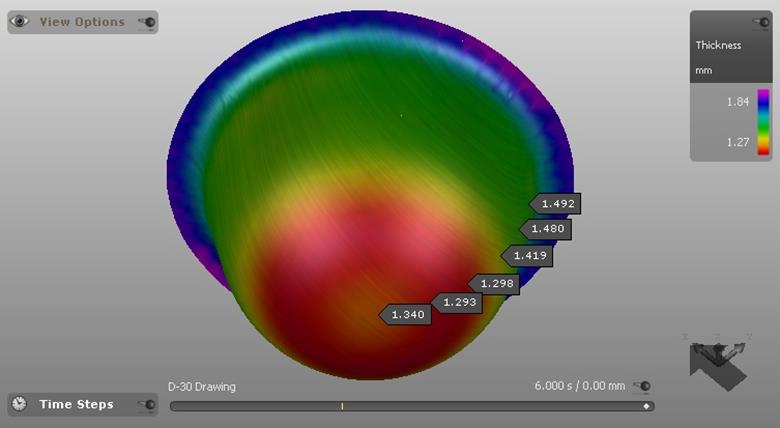
Рисунок 4. Коэффициент трения K=0,25
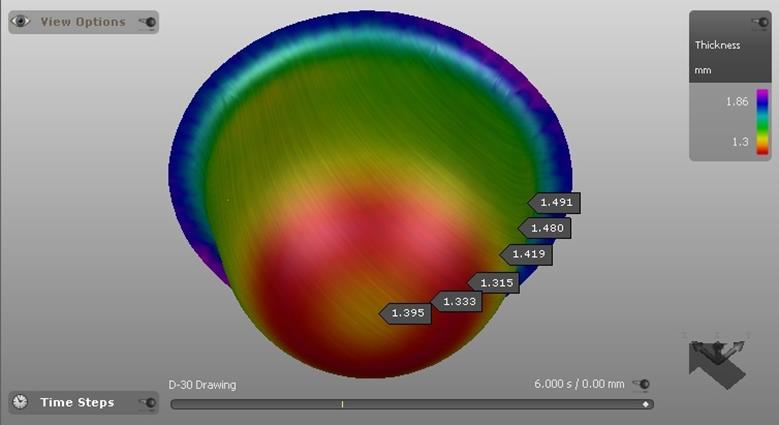
Рисунок 5. Коэффициент трения K=0,35
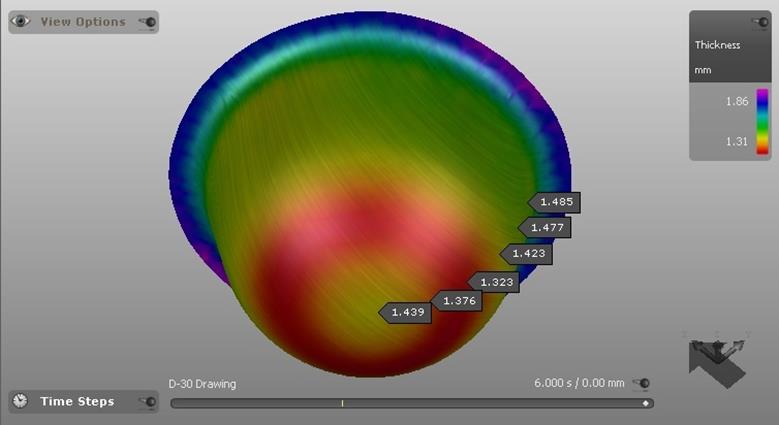
Рисунок 6. Коэффициент трения K=0,45
По результатам моделирования заметен следующий факт – при увеличении коэффициента трения на пуансоне – уменьшается максимальное утонение, а также само поле утонения в целом. Данное свойство вытяжки, позволяет получить детали более высшего качества, а так же снизить брак по утонению стенки.
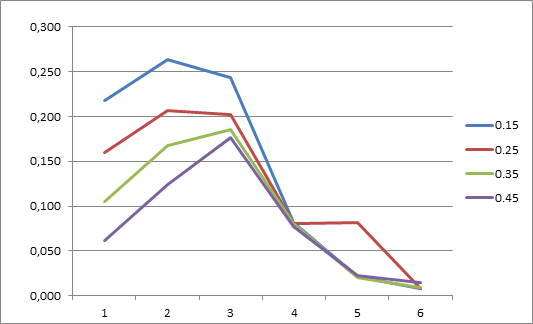
Рисунок 7. График разницы утонения при различных коэфф. трения
Если применять данную схему утонение стенки уменьшено на 10%. Соответственно можно применять более тонкие заготовки, что позволяет снизить массу и себестоимость изделия, а так же повысить эргономичность [20, с.203], [21, с. 207] .
Вывод
На данный момент существуют множество различных технологий для получение осесимметричных оболочек, но не все они являются доступными и простыми. Рассмотренные выше варианты имеют узконаправленную специфику ввиду сложности формовки полусферы из алюминиевого листа.
Варьируя коэффициентом трения инструмента с заготовкой, можно добиться изменения распределения деформации и получить изделие приемлемого качества. Увеличивая трение на пуансоне разнотолщинность вытянутой заготовки уменьшена на 10%.
Библиографический список
- Типалин С.А. Определение накопленной деформации в процессе выдавливания технологической канавки / Заготовительные производства в машиностроении 2013 №8 С.22-24
- Шпунькин Н.Ф.,Типалин С.А. Конструкция малогабаритной опытно-производственной профилегибочной машины/ Известие МГТУ «МАМИ» №1, 2015.т.2. С.57-63.
- Типалин С.А. Локализованный изгиб и скручивание оцинкованной полосы при формообразовании швеллера Известия МГТУ «МАМИ» 2012. №2. , том. 2. С.204-208.
- Кучковский Ю.П., Типалин С.А. Исследование вытяжки для осесимметричной детали из биметалла с применением программного комплекса «Autoform» /XXVII Международная инновационно-ориентированная конференция молодых ученых и студентов (МИКМУС – 2015): Труды конференции (Москва, 2-4 декабря 2015 года) / М: Изд-во ИМАШ РАН, 2015 С. 439-442
- Вагранский В.А., Типалин С.А. Глубокая вытяжка тонкостенных осесимметричных деталей из труднодеформируемых листовых заготовок / XXVII Международная инновационно-ориентированная конференция молодых ученых и студентов (МИКМУС – 2015): Труды конференции (Москва, 2-4 декабря 2015 года) / М: Изд-во ИМАШ РАН, 2015 С.387-390
- Типалин С.А., Сапрыкин Б.Ю. Экспериментальное определение угла пружинения многослойного материала / Заготовительные производства в машиностроении №5, 2014г С.11 – 15.
- Типалин С.А., Шпунькин Н.Ф., Сапрыкин Б.Ю. Определение свойств листового демпфирующего материала с упруговязким соединительным слоем при сдвиговой деформации / Известия Московского государственного технического университета МАМИ. 2014. Т. 2. № 2 (20). С. 99-103.
- Киселев Д.О., Типалин С.А., Шпунькин Н.Ф., Типалина А.В. Влияние изменение скорости деформации на характер упрочнения материала / Известие МГТУ «МАМИ» №4, 2014.т.2. С.14-17.
- S.Tipalin, M.Petrov, B.Saprikin, N.Kosatchyov, N.Shpunkin, P.Petrov Numerical and experimental investigation of deep drawing of sandwich panels / Key Engineering Materials //Trans Tech Publications, Switzerland Vols. 611-612 (2014) pp 1627-1636.
- Филиппов Ю.К., Типалин С.А., Анфимов Ю.Н. Холодное комбинированное выдавливание поршня тормозного цилиндра/ Заготовительные производства в машиностроении №1, 2016г С.24 – 27
- Типалин С.А. Численное исследование процесса пластического изгиба вариантов биметаллической полосы с композицией 12Х18Н10Т-АМГ6 / Технология легких сплавов. №1, 2016 С.144-149
- Типалин С.А., Кучковский Ю.П., Сапрыкин Б.Ю. Численное исследование изгиба многослойного материала//Кузнечно-штамповочное производство, обработка материалов давлением. 2016. №5. С.33-38
- Типалин С.А. Шпунькин Н.Ф., Никитин М.Ю., Сапрыкин Б.Ю. Типалина А.В. Штамповка детали типа «кожух» из шумопоглощающего материала / Материалы 65-ой Международной научно-технической конференции Ассоциации автомобильных инженеров (ААИ) “Приоритеты развития отечественного автотракторостроения и подготовки инженерных и научных кадров” Международного научного симпозиума «Автотракторостроение – 2009». Книга 6, Москва, МГТУ «МАМИ», 2009 г. С.90-95.
- Типалин С.А., Петров М.А., Косачев Н.Ю., Шпунькин Н.Ф., Пономарев А.Н. Экспериментальное исследование осесимметричной формовки многослойного материала // Известие МГТУ «МАМИ» №1, 2015.т.2. С.63-69.
- Кучковский Ю.П., Типалин С.А., Шпунькин Н.Ф. Определение свойств соединительного слоя при болшой сдвиговой деформации // В сборнике: XXVI Международная инновационно-ориентированная конференция молодых учёных и студентов МИКМУС-2014 Труды конференции. Российская Академия наук; РФФИ; Отделение энергетики, машиностроения, механики и процессов управления; Институт машиноведения им. А.А.Благонравова РАН. Москва, М.Харитоньевский пер. 4., 2015. С. 507-509
- Шпунькин Н:Ф., Типалин С.А. Технологичность штампованных листовых деталей // Учебное пособие. – М. Университет машиностроения, 2015- 72 с.
- Типалин С.А., Филиппов Ю.К., Гневашев Д.А. Технология получения художественных изделий чеканкой /Учебное пособие //Москва: Московский Политех, 2017 72с.
- Бондарь В.С., Типалин С.А., Шпунькин Н.Ф. Изгиб и скручивание листа//М.Университет машиностроения, 2014. -212с
- Бондарь В.С., Типалин С.А., Шпунькин Н.Ф. Вязкопластический изгиб и скручивание листа//М. Московский государственный машиностроительный умниверситет «МАМИ», 2003. -168с
- ТипалинС.А. Гладков В.И., Власов А.И., Никитин М.Ю. Моделирование конструкции клапанной крышки двигателя на основе применения клеевых соединений / Известия МГТУ “МАМИ”. Научный рецензируемый журнал. – М., МГТУ “МАМИ”, №1 (5), 2008. С. 201-206.
- Шпунькин Н.Ф., Типалин С.А.,Гладков В.И., Никитин М.Ю. Исследование обтяжки с растяжением листового материала / Известия МГТУ “МАМИ”. Научный рецензируемый журнал. – М., МГТУ “МАМИ”, №1 (5), 2008. С. 206-212.
- Филиппов Ю.К., Типалин С.А., Крутина Е.В. Металлы и сплавы для художественной чеканки/ Учебное пособие. Москва. Университет машиностроение 2013, 52 с
Количество просмотров публикации: Please wait