

Анализируя технологические процессы ТО и TP подвижного состава выполняемые с применением соответствующего технологического оборудования, выявили основные критерии, способствующие улучшению методов хранения и защиты от коррозии техники [1]:
- удобство пользования оборудованием;
- автоматизация и механизация оборудования;
- повышение качества технических воздействий;
- возможность специализации отдельных образцов оборудования, и его элементов для повышения для выполнения конкретных операций комплекса ТО и TP.
Проведя поиск по этим критериям, нам удалось найти оборудование для окраски автомобилей – универсальный безвоздушный электрораспылитель.
На большинстве неспециализированных СТО ремонтная покраска кузовов автомобилей не производиться, а выполняются следующие виды работ:
- Покраска небольших участков оперения автомобиля (крылья, бамперы и т.п);
- Нанесение противошумовой мастики;
- Нанесение защитных составов в места стыков деталей в салоне автомобиля.
Для этих целей подходят краскораспылители малой мощности с узким каналом распыления [2].
Существует много методов защиты металла от коррозии: пассивирование, электрохимическая защита, легирование, гальваника, все эти способы достаточно дороги для массовых производств. Самый доступный, дешевый и распространенный способ – нанесение неметаллических покрытий на поверхность детали (грунтовки, эмали, лаки). Их роль – изолировать металл от действий внешней среды. Кроме вышеперечисленных средств для защиты автомобиля от агрессивной окружающей среды используются специфические составы – антикоры [3].
По назначению антикоррозийные материалы делятся на две основные категории: для обработки внешних и скрытых поверхностей кузова. Внешние поверхности (днища, колесных арок, порогов) все время подвергаются механическим воздействиям камней, песка, и поэтому их покрывают специальными антигравийными противошумовыми мастиками на основе каучуковых соединений, битумных смол или полимеров. Они наносятся распылением либо кистью достаточно толстым слоем и обладают хорошей эластичностью.
В жидкой фазе мастики имеют довольно густую консистенцию, поэтому для обеспечения качественного распыла требуется достаточно дорогое оборудование. Внутренние полости могут обрабатываться средствами на восковой либо масляной основах. В их состав могут входить активные ингибиторы (замедлители) коррозии. Препараты для внутренних полостей обладают хорошей проникающей способностью при нанесении (важное свойство – заполнять мелкие трещины и зазоры, пропитывать и нейтрализовывать ржавчину), влаговытесняющими и влагоотталкивающими свойствами, так как они имеют более жидкую консистенцию, чем антигравийные составы.
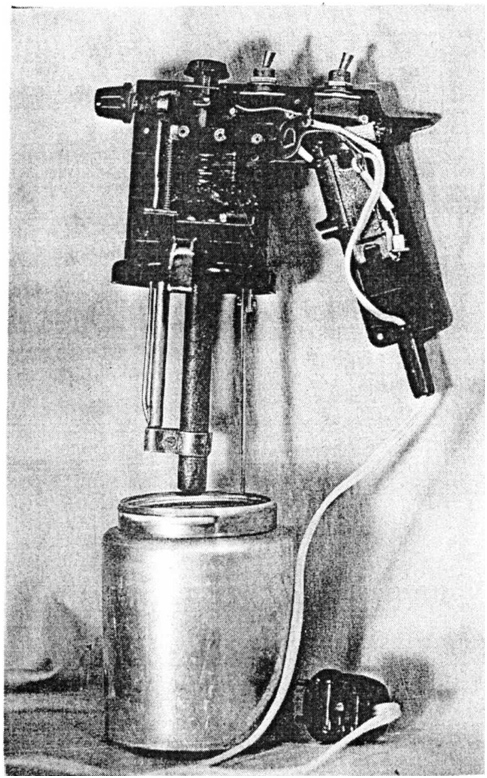
Рис. – Общий вид малогабаритного краскораспылителя
Из теоретических и практических исследований известно два основных способа нанесения защитных покрытий:
1. Воздушный
2. Безвоздушный, применяющийся в современных электрических распылителях.
Электрический аппарат, выпускающийся промышленностью, предназначен для распыления растворов и эмульсий небольшой вязкости до 10 Ст без нагрева, что не удовлетворяет требованиям ремонтного производства.
Аппарат рассчитан на включение в сеть переменного тока напряжением 220± 22 В с частотой 50 Гц. Потребляемая мощность 35 Вт.
При создании универсального электрического аппарата для распыла вязких веществ и смазок, используемых в ремонтном производстве, за основу принят бытовой электрический распылитель.
Аппарат состоит из пластмассового корпуса, в котором смонтированы все узлы: электромагнит, поршневой насос, распыливающая головка, микровключатель с рычагом управления, нагревательные регулированные устройства. Вибрация планки электромагнита передаётся на шток насоса. Для возвратного движения штока служит пружина.
Ход штока регулируется величиной перемещения планки планки электромагнита, для чего предусмотрен регулированный винт. Включение аппарата в электрическую сеть производиться штепсельной вилкой. Усовершенствованный коренным образом, устройство имеет нагревательный элемент. Состав заливается в бачок. Для регулирования температуры состава служит терморегулятор. На распыливающую головку установлен нагреватель. Нагреватель включается тумблерами. Контроль работы терморегулятора производиться сигнальной лампой, вмонтированной в корпус аппарата [4].
Электрическая схема аппарата состоит из привода насоса, который включает диод Д, включатель Кн и электромагнит ЭМ.
Нагреватель состава выполнен в виде трубки, один конец который запаян твёрдым припоем. Внутри трубки находиться нагревательная спираль с надетым на неё фарфоровыми бусами. Терморегулятор состоит из термочувствительного элемента (пластина термобиметалла), закреплённого на радиаторной пластине и микропереключателя МП-1. Термочувствиельный элемент имеет ход вдоль радиаторной пластины, который позволяет регулировать температуру рабочего состава в бачке в пределах 60-90°С.
Нагреватель состава и терморегулятор закреплены на асбоцементной колодке, которая в свою очередь устанавливается снизу держателя аппарата.
Нагреватель, установленный на головке распылителя, выполнен на алюминиевом каркасе, на котором намотано нагревательная спираль из нихрома. Включаеться он вторым включателем, установленным на верхней части корпуса аппарата.
Аппарат работает следующим образом. В бачок заливается расплавленный раствор или накладывается консистентная защитная смазка (ПВК, АКОР-1, НГ-216 или противошумовая мастика в зависимости от назначения).
Бачок присоединяется к корпусу с помощью двух специальных подпружиненных держателей. Аппарат включается в сеть переменного тока напряжения 220 вольт. При необходимости подогрева состава включается нагреватель бочка. При необходимости подогрева состава включается нагреватель бачка. При этом загорается сигнальная лампочка. При достижении заданной температуры рабочего состава термочувствительный элемент под действием температуры, изгибаясь, нажимает на рычажок к микропереключателя и отключает от сети нагреватель состава, одновременно отключается и сигнальная лампочка. Легким нажатием на рычаг включается электромагнит и начинается процесс распыления состава или раствора. При достижении температуры состава в бачке до величины возврата термочувствительного элемента в исходное положение микропереключатель вновь включает нагреватель и сигнальную лампу.
При нанесении аппаратом консистентных защитных составов на поверхности деталей машин с целью повышения производительности работ можно заливать в бачок состав, предварительно нагретый до 90-100°С. В этом случае нагревательный элемент аппарата только поддерживают.
Достоинства аппарата, является возможность нагрева рабочего состава двумя подогревателями: у входа в приёмную трубку насоса и в головке распылителя, возможность использования рабочих составов вязкостью более 10 Сет; наличие возможности поддерживать и регулировать температуру нагрева состава в заданных пределах, например 50-100°С.
Выполненные прочностные и технико-экономические расчеты подтвердили эффективность конструкции распылителя для ремонта и окраски автомобилей на базе бытового распылителя жидкости.
Библиографический список
- Власов, П.А. Надежность и ремонт машин: Учебное пособие [Текст] / П.А. Власов, Е.Г. Рылякин, Ю.А. Захаров / Пенза: РИО ПГСХА, 2010. – 60 с.
- Рылякин, Е.Г. Модернизация ремонтного оборудования предприятия пассажирского транспорта / Е.Г. Рылякин, П.А. Егин // Современные научные исследования и инновации. 2015. № 2 [Электронный ресурс]. URL: http:// web.snauka.ru/issues/2015/02/47237.
- Зубарев, П.А. Производственный процесс получения защитных полиуретановых покрытий [Текст] / П.А. Зубарев, А.В. Лахно, Е.Г. Рылякин // Молодой ученый. – 2014. – №5. – С. 57-59.
- Рылякин, Е.Г. Подогрев масла в гидросистеме [Текст] / Е.Г. Рылякин. – 2014. – №8. – С.38-40.
Количество просмотров публикации: Please wait