РЕКОМЕНДАЦИИ ПО ОПРЕДЕЛЕНИЮ ДЕФЕКТОВ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОДШИПНИКОВОГО ПРОИЗВОДСТВА
1Закрытое Акционерное Общество Вологодская подшипниковая корпорация, ведущий инженер технического управления
2Вологодская Государственная молочнохозяйственная академия имени Н.В.Верещагина, студентка инженерного факультета
3Вологодская Государственная молочнохозяйственная академия имени Н.В.Верещагина, студент инженерного факультета
Аннотация
Данная статья посвящена исследованию дефектов термической обработки подшипникового производства. Проведен анализ по выявлению причин возникновения дефектов, описана система выбраковки детали на подшипниковом производстве, составлены рекомендации для обнаружения дефектов под микроскопом.
Ключевые слова: балл, избыточные карбиды, мартенсит, подшипник, сталь, термическая обработка, шкала
GUIDELINES FOR DETERMINATION OF HEAT TREATMENT OF THE BEARING PRODUCTION DEFECTS
1Closed Joint Stock Company Vologda Bearing Corporation, leading engineer of technical department
2Vologda State Dairy Farming Academy named after N.V. Vereschagin, student of the faculty of engineering
3Vologda State Dairy Farming Academy named after N.V. Vereschagin, student of the faculty of engineering
Abstract
This article is devoted to the study of heat treatment of the bearing production defects. The analysis to identify the causes of defects, describes a system Rejection details on the bearing industry, compiled recommendations for detection of defects under a microscope.
Keywords: bearing steel, excess carbides, heat treatment, martensite, scale, score
Рубрика: 05.00.00 ТЕХНИЧЕСКИЕ НАУКИ
Библиографическая ссылка на статью:
Семев К.М., Медведева С.В., Васильев Е.А. Рекомендации по определению дефектов термической обработки подшипникового производства // Современные научные исследования и инновации. 2016. № 12 [Электронный ресурс]. URL: https://web.snauka.ru/issues/2016/12/75694 (дата обращения: 30.07.2026).
Готовые детали подшипников подвергаются термической обработке для придания определенных механических, физических и химических свойств, улучшения их обрабатываемости, для обеспечения эксплуатационных характеристик изделия [1].
В ходе исследования были рассмотрены дефекты подшипникового производства для стали ШХ15, 20Х2Н4А, 95Х18.
Обработка стали ШХ15 заключалась в закалке, для чего использовались: трехзонная конвейерная печь Подина с инерционным способом подачи или трехзонная конвейерная печь ленточного типа, или соляные ванны; охлаждении в закалочном масле, отпуске при Т=150°С. В результате термической обработки (ТО) должна получаться структура мелкокристаллического мартенсита с избыточными карбидами.
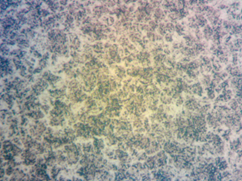
Рисунок 1. Структура стали ШХ15 без дефекта (мелкокристаллический мартенсит с избыточными карбидами).
Вследствие нарушения процедуры обработки обнаруживались участки троостита. Троостит – высокодисперсная разновидность перлита, выглядит в виде темных участков на светлом фоне мартенсита.
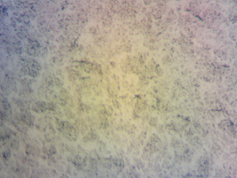
Рисунок 2. Структура стали ШХ15 с дефектом (мартенсит + участки троостита + избыточные карбиды).
Для стали 20Х2Н4А была проведена цементация в камерной печи при Т=920С, имеющей углеродный потенциал 1,3%, затем двухступенчатый высокий отпуск: первая ступень 570С, вторая 630С; далее закалка при Т=800С с охлаждением в масле Термол-26. В результате ТО получили структуру мелкокристаллического, мелкоигольчатого мартенсита с избыточными карбидами. В данном случае карбиды являются дефектом, возникающим в результате перегрева или, в нашем случае, завышенного углеродного потенциала. Избыточное количество карбидов приводит к увеличению хрупкости.
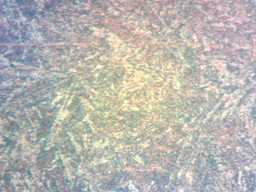
Рисунок 3. Структура стали 20Х2Н4А с дефектом (мелкоигольчатый мартенсит с избыточными карбидами).
Примером качественно проведенной термической обработки является сталь 95Х18 после закалки в камерной печи при Т=1065С и обработки холодом при Т=-70С (нефрас + сухой лед) с последующим низкотемпературным отпуск при Т=150С.
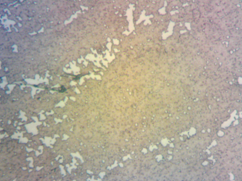
Рисунок 4. Структура стали 95Х18 без дефекта.
На подшипниковом производстве для оценки качества готовой продукции применяются шкалы, представляющие собой фотографии микрошлифов, оцениваемые в баллах и расположенные по увеличению количества дефектов в микроструктуре
Шкала 3 Микроструктура после закалки и отпуска стали ШХ15.
Построена принципу увеличения самих трооститных пятен в размере и их количественному скоплению на определенном просматриваемом под микроскопом участке.
Баллы 1-4 не являются браковочным, со структурой скрытокристаллического или мелкокристаллического мартенсита + избыточные карбиды (рисунок 1).
Баллы 5-13 являются бракующими в наблюдаемой структуре видны: участки троостита, крупные избыточные карбиды, мелкоигольчатый, среднеигольчатый, крупноигольчатый мартенсит (рисунок 2 – 7балл).
Шкала 4 Микроструктура цементованного слоя окончательно обработанных деталей подшипников из стали 20Х2Н4А.
Допускают баллы с 1 по 5 для подшипников диаметром до 300мм, остальные (6-10) являются браковочным. Шкала построена по принципу увеличения размеров мартенситных игл. Баллы 6-9 по принципу увеличения количества и плотности следов от карбидных игл, не растворившихся при нагреве под закалку.
Баллы с 1-5 имеют структуру скрытокристаллического мартенсита + избыточные карбиды, скрытокристаллического мартенсита с небольшим количеством следов от карбидных игл + избыточные карбиды.
Баллы с 6 по 10 отличаются от 1-5, образованием в структуре: остаточного аустенита, остатков карбидных игл различной величины и плотности, мелкоигольчатого мартенсита (рисунок 3).
Шкала 7 Микроструктура стали 95Х18 после окончательной термообработки.
Бал 1.После окончательной ТО выявление границ зерен при травлении на микроструктуру деталей подшипников, не является браком (рисунок 4).
Бал 2. После закалки и отпуска при температуре 160°С, браковочным признаком является наличие мелкоигольчатого мартенсита, полученный при перегреве стали под закалку.
Бал 3. После закалки и отпуске при температуре 400-420 С, браком является наличие среднеигольчатого мартенсита – результат перегрева при нагреве под закалку.
Рекомендации по выявлению дефектов при рассмотрении под микроскопом:
1) Троостит – высокодисперсная разновидность перлита, выглядит в виде темных участков на светлом фоне мартенсита.
Троостит 6, 8, 9а баллов под микроскопом выглядят в форме пятен различных размеров неоднородно черного цвета, с неровными краями, с сердцевинной состоящей из вкраплений; троостит 5 балла выглядит в виде мелких темных ворсистых иголок на светлом фоне мартенсита, а троостит 7 балла в виде крупных иголок. Троостит 6,8,9, баллов виден через структуру мартенсита.
2) Обезуглероживание – полное выгорание углерода с поверхности металла, под оптическим микроскопом выглядит в виде белой клетчатой полосы находящейся перед началом структуры.
3) Обеднение – частичное выгорание углерода с поверхности металла, может выглядеть в виде игольчатой полосы, на какую либо глубину до начала структуры, а так же может выглядеть как полоса с поверхности металла, отличающаяся от структуры более темным фоном.
4) Перегрев – появление мелкоигольчатого или крупноигольчатого мартенсита.
5) Трещина термическая – определяется отсутствием обедненного или обезуглероженного слоя с поверхности, окончание извилистое;
6) Трещина метальная – определяется наличием обедненного или обезуглероженного слоя с поверхности, окончание тупое.
Причины возникновения дефектов – это
низкая скорость охлаждения и неправильный выбор охлаждающей среды (для стали
ШХ15), завышенный углеродный потенциал (для стали 20Х2Н4А). Дефекты могут возникать в случае неверно выбранного температурного интервала, также необходимо учитывать форму изделия (некоторые участки подвержены большему риску), содержание углерода и легирующих элементов, способ установки детали при термообработке [2,3].
Устраняются последствия неправильной термической обработки: повторной закалкой и отпуском в другой охлаждающей среде, отжигом и повторным проведением цементации [4,5].
С целью уменьшения количества забракованных деталей и увеличения продуктивности предприятий подшипникового производства, необходимо предотвращение появления дефектов ТО, для чего стоит учесть факторы описанные в данной статье; в случае возникновение дефекта необходимо его устранение.
Библиографический список
- Семев К.М., Медведева С.В., Васильев Е.А. Характеристика дефектов термической обработки подшипникового производства // Современные научные исследования и инновации. 2016. № 11 [Электронный ресурс]// Гл. ред: Машковцев А. В. - ISSN 2223-4888
- Новиков И.И. Теория термической обработки металлов Учебник. — 2-е изд. — М.: Металлургия, 1974. — 400 с.: ил.
- Васильев Е.А., Медведева С.В. Классификация причин возникновения дефектов термической обработки// журнал Actualscience 2016, Том 2, № 10// Гл. ред.: Соловьев В. Б. - Пензенская область. - ISSN 2412-9690 – с. 65-66
- Машиностроение. Энциклопедия в 40 томах: раздел III : Технология производства машин/ гл. Ред. К. В. Фролов. - Москва :Машиностроение. - ISBN 5-217-01949-2.
- Васильев Е.А., Медведева С.В. Дефекты термической обработки // Научные исследования в сфере гуманитарных наук: междисциплинарный подход и генезис знаний: материалы междунар. научн.-практ. конф. – Самара: НИЦ «Поволжская научная корпорация», 2016. – С. 229-231.
Все статьи автора «Медведева Светлана Владимировна»
© Если вы обнаружили нарушение авторских или смежных прав, пожалуйста, незамедлительно сообщите нам об этом по электронной почте.