

Известны концевые фрезы с дополнительными зубьями или режущими пластинами в торцовой части; дополнительные зубья или режущие пластины помогают в работе резания, стремясь сделать равностойкими основную и торцовую часть фрезы [1- 4 ].
Известны цельные концевые фрезы с дополнительными режущими элементами (режущими зубьями или режущими пластинами) в торцовой части [ 1,2 ]. В этих фрезах режущие зубья или пластины крепятся пайкой к телу фрезы. Основным требованием является возможность размещения в торцовой части фрезы этих дополнительных элементов, так как уменьшается пространство для их размещения.
Для концевых фрез со сменными режущими пластинами возникает необходимось находить пространство для резмещения элементов крепления. При наличии дополнительных пластин в торцовой части в этой торцовой части пространства для размещения пластин становится еще меньше. Наличие близких друг к другу режущих пластин, которые имеют не только элементы крепления, но и посадочные места и гнезда высокой точности создает определенные конструктивные трудности [ 3 ]. Причем необходимо иметь технологическое пространство для снятия пластин для переточки и установки этих пластин в гнезда после переточки. Наиболее приемлимым конструктивным вариантом является наличие сменных опор на которые устанавливаются и крепятся сменные режущие пластины, а сами опоры крепятся к телу фрезы [ 4 ] .
На рис.1 представлена прямозубая концевая фреза со сменными дополнительными пластинами в торцовой части.
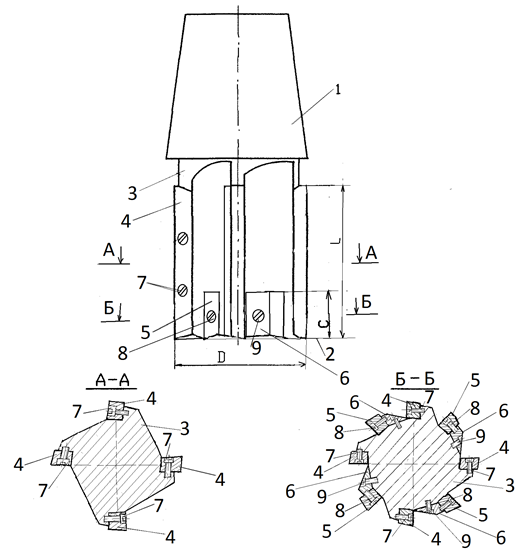
Рис.1. Прямозубая концевая фреза со сменными режущими пластинами, имеющая дополнительные режущие пластины в торцовой части.
На рис.1: 1 – хвостовик; 2 –торцовая плоскость фрезы; 3 –тело фрезы; 4-основные режущие пластины; 5- дополнительные режущие пластины; 6- сменные опоры для дополнительных режущих пластин; 7- винты крепления основных режущих пластин; 8- винты крепления дополнительных режущих пластин; 9- винты крепления для сменных опор; D – диаметр фрезы; L – длина основных режущих пластин; C- длина дополнительных режущих пластин. Протяженность С составляет 0,2 до 0,3 от протяженности L, то есть С = (0,2 – 0,3) L в зависимости от конкретных условий.
Торцовая часть фрезы это часть фрезы протяженностью С при отсчете от торцовой плоскости. Основная часть фрезы это часть фрезы L-C , находящаяся выше торцовой части.
В концевых фрезах мало места для размещения элементов крепления, поэтому режущие пластины обычно крепятся винтами через отверстие в пластине (Компания АРС ПрофИнструмент, ООО Ekb Pulscen,Компания Studfiles); зничительно реже осуществляется крепление прижимом или прихватом.
Основные режущие пластины фрезы (рис.1) крепятся к опорам, выполненным за одно целое с телом фрезы.
Так как в торцовая часть фрезы имеет в два раза больше режущих пластин, и, следовательно, доступ инструмента для обработки посадочных мест под пластины и для установки пластин затруднен, поэтому дополнительные режущие пластины должна крепиться на съемной детали, которой является съемная стенка паза. Съемная деталь (стенка паза) в необходимых случаях снимается для обеспечения доступа инструмента как для обработки гнезд под торцовые режущие пластины, так и для крепления и съема этих пластин.
Технологические особенности при фрезеровании фрезой на рис.1 проявляются при фрезеровании закрытого узкого и глубокого паза, который является типичным элементом сложнопрофильной поверхности.
На рис.2 и рис.3 показано взаимное положение фрезы и детали при обработке узкого глубокого паза. Ширина паза примерно равна диаметру фрезы, глубина паза примерно равна протяженности торцовой части фрезы. Стружка здесь не имеет возможности отлететь от фрезы за счет сил инерции, так как для этого нет пространства, которое перекрыто стенками паза и стружка упирается в эти стенки. Это особенно сильно проявляется в зоне у торцовой части фрезы при вертикальном положении работы фрезы.
В этом случае стружку необходимо удалять под напором охлаждающей жидкостью или сжатым воздухом. Но стружка особенно при фрезеровании вязких металлов при наличии сливной стружки, своими острыми краями цепляется за все выступы, очень трудно удалить под напором охлаждающей жидкостью или сжатым воздухом.
Соотношение стойкости зубьев торцовой части фрезы и основных зубьев выше торцовой части зависит от многих факторов, важнейшим из которых является качество удаления стружки из зоны резания и наличие вторичного резания стружки.
При фрезеровании сложных поверхностей, где типовым наиболее сложным элементом является узкий и глубокий паз, при отсутствии удаления стружки эта стружка очень быстро заполняет стружечные канавки и практически не зависимо от их объема. Поэтому стружка должна удаляться из зоны резания. При недостаточно хорошем удалении стружки возникает вторичное резание стружки. Но это явление можно спрогнозировать и рассчитать ускоренный износ инструмента. При плохом удалении стружки происходит заштыбовка стружки, что грозит поломкой фрезы. Поломка фрезы это аварийный выход из строя инструмента при еще не изношенных режущих лезвиях.
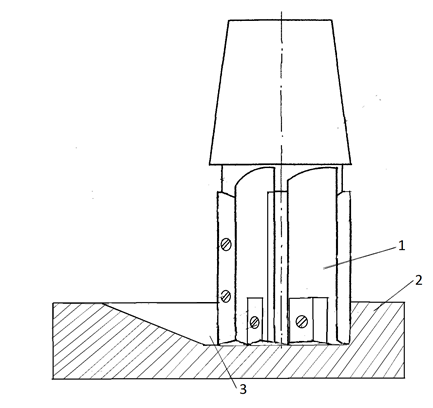
Рис.2. Фрезеруемый паз с радиальной и осевой подачей фрезы (вид сбоку).
На рис.2: 1- фреза; 2 – деталь; 3- фрезеруемый паз.
Углубление фрезы в металл ориентировочно равна протяженности торцовой части С, где С =0,25 L.
При большой глубине паза углубление при вертикальной подаче совместно с радиальной подачей выполняется повторно на величину С. После каждого заглубления производится расфрезеровка паза по ширине и глубине.
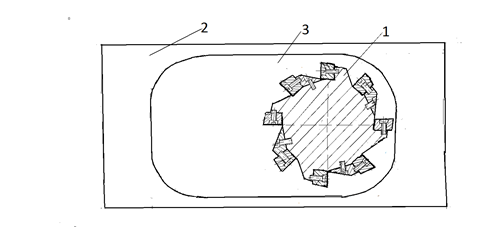
Рис.3. Фрезеруемый паз с радиальной и осевой подачей фрезы (вид сверху)..
На рис.3: 1- фреза; 2 – деталь; 3- фрезеруемый паз.
При фрезеровании закрытого паза стружка (если ее не удалять из зоны резания) циркулирует в закрытом пространстве, наматывается на режущие пластины, заполняет стружечные канавки. Cтружечная канавка полностью заполняется за четыре или пять оборотов, поэтому сама величина пространства стружечной канавки не так важна по сравнению с необходимостью удаления стружки из зоны резания.
Фрезерование одновременно с радиальной и осевой подачей применяется при обработке закрытых пазов, щелей, углублений чень сильно изнашивает переходной участок между торцовыми и боковыми лезвиями. В тоже время износ торцовой части фрезы очень сильно зависит от наличия или отсутствия вторичного резания стружки. В сложнопрофильных поверхностях полное удаление стружки из зоны резания технически сложно, поэтому износ торцовой части фрезы практически всегда больше, чем износ основной части фрезы. Шероховатость поверхности, обрабатываемой торцовой частью фрезы при наличии вторичного резания стружки всегда больше, чем шероховатость поверхности, обрабатываемой основной частью фрезы.
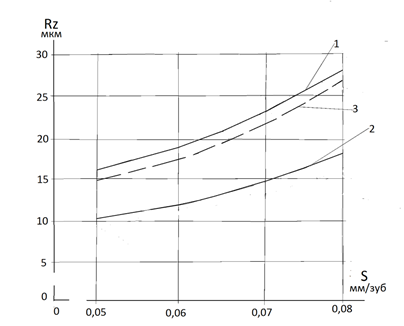
Рис.4. Графики шероховатости обрабатываемой поверхности для основной части фрезы 1, для торцовой части фрезы при отсутствии вторичного резания стружки 2, для торцовой части фрезы при наличии вторичного резания стружки 3.
На рис.4 в зависимости от величины подачи на оборот S: график1 – шероховатость Rz фрезеруемой поверхности основной частью фрезы; график 2 – шероховатость Rz фрезеруемой поверхности торцовой частью фрезы при отсутствии вторичного резания стружки; 3 – шероховатость Rz фрезеруемой поверхности торцовой частью фрезы при наличии вторичного резания стружки.
На основе опыта эксплуатации наблюдений и замеров следует: если шероховатость поверхности обрабатываемая торцовой частью фрезы приближается к шероховатости поверхности, обрабатываемой основной частью фрезы, тогда отвод стружки недостаточный и возможна заштыбовка стружечных канавок.
ВЫВОДЫ
Представлена концевая прямоэубая фреза новой конструкции (патент на полезную модель № 184374), имеющая кроме основных сменных режущих пластин дополнительные сменные режущие пластины в торцовой части . Представлен также анализ технологических особенностей фрезерования этой фрезой при обработке пазов с учетом наличия вторичного резания стружки.
Библиографический список
- Патент на полезную модель №125502 В23С5 Концевая фреза повышенной стойкости. Авторы: Черкашин В.П., Водилов А.В.
- Патент на полезную модель №153802 В23С5 Комбинированная концевая фреза повышенной стойкости. Авторы: Черкашин В.П., Водилов А.В.
- Патент на полезную модель №158628 В23С5 Концевая фреза повышенной стойкости, имеющая сменные режущие пластины. Авторы: Черкашин В.П., Водилов А.В.
- Патент на полезную модель № 184374 В23С5 Концевая фреза повышенной стойкости, имеющая сменные режущие пластины. Авторы: Водилов А.В., Черкашин В.П.
Количество просмотров публикации: Please wait