

Введение автоматизации не должно снижать качеств получаемого изделия. При разработке новых технологических процессов необходимо применять программы позволяющие моделировать формоизменение заготовки [1, с.92] и оценивать влияние технологии на изготовление инструмента [2, с.65]. Больное значение процесс моделирования имеет при сложном формоизменении, особенно когда применяется штамповка композиционного материала[3, с.507], или имеет место чеканка[5, с.42-43] или правка заготовки в процессе формоизменения [7, с.12].
Для достижения максимального экономического эффекта необходимо не только применять автоматизацию процессов штамповки, но и следить за рациональным расположением материала, при раскрое исходной заготовки [4, с.23], [6, 38].
Для получения качественных деталей были учтены все необходимые параметры, приводящие к правильному течению материала. Данные параметры согласовываются с рекомендациями и требованиями для подобных технологических процессов[4, с. 53].
В современном производстве большое значение для экономической эффективности имеет уровень автоматизации. Автоматизацией называют процесс в развитии производства, при котором функции управления перекладывают с человека на приборы и автоматические устройства. Введение автоматизации на производстве позволяет значительно повысить производительность труда, обеспечить стабильное качество выпускаемой продукции, сократить долю рабочих, занятых в различных сферах производства, а также повысить скорость выполнения заданного плана.
Листоштамповочное производство в машиностроении также нуждается в автоматизации. Деталь «Кронштейн» предназначена для усиления рамы разных моделей и даже разных марок автобусов и микроавтобусов. Количество этих деталей в одном автобусе может достигать 40 штук. Этим обуславливается большой объем выпуска: приблизительно 500 000 штук в год. При таком большом объеме выпуска уровень автоматизации должен быть достаточно высоким.
Деталь «Кронштейн» (рисунок 1) изготавливается в четыре операции:
-резка карточек из рулона сталь 08Ю.
-вырубка заготовок, пробивка отверстия 30мм
-первая гибка, пробивка восьми отверстий 10мм
-вторая гибка, пробивка шестигранного отверстия и паза.
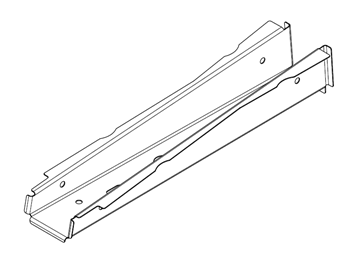
Рисунок 1. Деталь «Кронштейн»
Технологический процесс изготовления детали «Крошштейн».
На первой операции производится нарезка карточек размером 310 x 610 мм из рулона (рисунок 2).
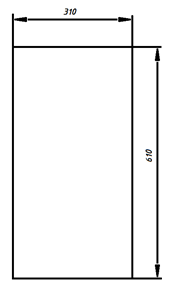
Рисунок 2. Эскиз карточки
На второй операции производится пробивка отверстий и вырубка двух полуфабрикатов из карточек, полученных на первой операции. Операция производится на штампе совмещенного действия. На рисунке 3 изображена схема раскроя. На рисунке 4 изображен полуфабрикат после вырубки и пробивки.
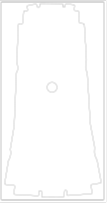
Рисунок 3. Схема раскроя материала на второй операции
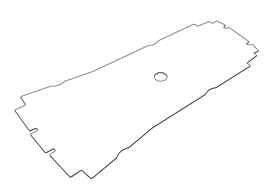
Рисунок 4.Полуфабрикат после осуществления вырубки и пробивки
В третьей операции производится гибка и пробивка восьми отверстий. В четвертой – гибка полуфабриката и пробивка шестигранного отверстия и паза. Здесь, в отличие от второй операции, используется штамп последовательного действия. На рисунке 5 иззображены изделия после третьей и четверотой операции.
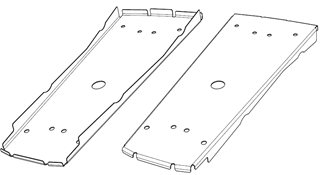
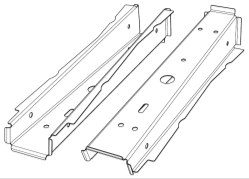
Рисунок 5. Изделия полученные после третьей и четвертой операции
Модификация
Для улучшения производительности и повышения экономической эффективности было принято решение отказаться от резки рулона на карточки и операцию вырубки и пробивки производить сразу из ленты. Так же, с целью экономии материала, было принято решение штамповать изделия сразу по две штуки, расположив их в ленте так, как показано на схеме раскроя (рисунок 6).
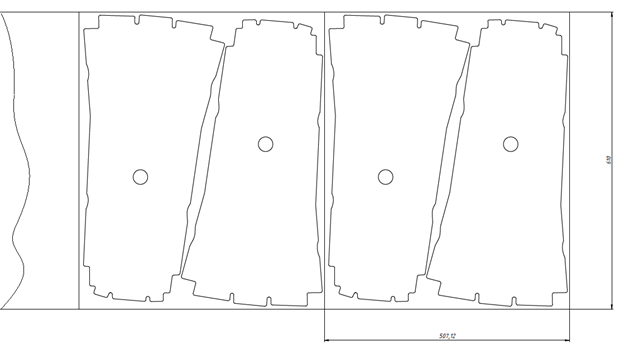
Рисунок 6. Схема раскроя
Для осуществления такой штамповки действующий штамп был модифицирован. Ниже представлены описание модифицированного штампа и описание его работы. На рисунках 7 и 8 представлены план низа и верха соответственно. 3D модели были созданы в программном комплексе Autodesk Inventor 2017.
На рисунке представлен низ модифицированного штампа. Конструкция включает в себя плиту нижнюю 1, вырубные ножи 2, матрицу для пробивки отверстия 3, нижний неподвижный прижим с режущей кромкой для отрезки ленты 4, ножи для резки отхода 5, расположенные вокруг вырубных ножей. Точность направления подачи ленты обеспечивают ролик 11 и фиксаторы 6. В качестве направляющих штампа используются четыре колонки 7, расположенные по периметру нижней плиты. Стоп-блоки 8 предотвращают излишнее смыкание штампа. Бортики 9 препятствуют неправильному падению отхода. Выталкиватели 13 и 10 предназначены для подъёма и импульсного выталкивания заготовки на стол соответственно. Распределительная призма 12 служит точкой для подключения и распределения пневматических шлангов.
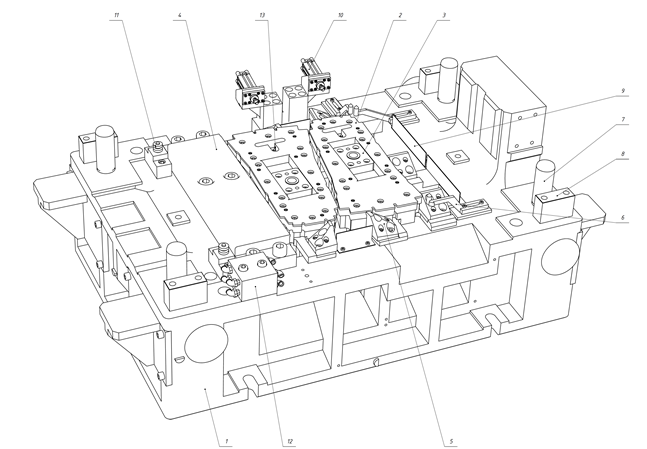
Рисунок 7. Низ штампа
1 – Плита нижняя; 2 – вырубные ножи; 3 – пробивные матрицы; 4 – нож для отрезки ленты; 5 – ножи для резки отхода; 6 – фиксаторы заготовки; 7 – направляющие колонки; 8 – стоп-блоки; 9 – бортики; 10, 13 – выталкиватели; 11 – направляющие ролики; 12 – распределительная призма для пневматики.оторый включает в себя плиту верхнюю 1, ножи вырубные 2, прижимы 3 и 4, пуансоны пробивные 5, ограничители хода прижима 6 и 7, пружины полиуретановые 8, направляющие втулки для прижима 9 и втулки для верхней плиты 10 на прихватах.
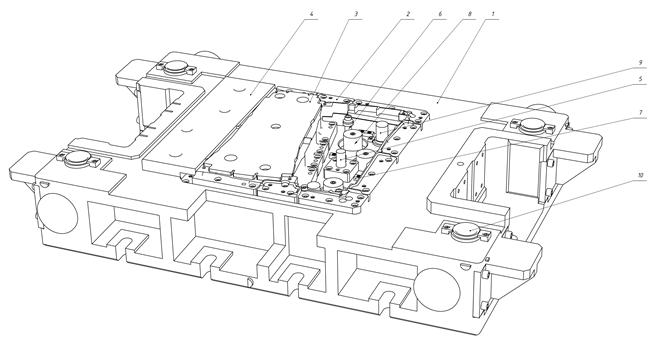
Рисунок 8. Верх штампа
1 – Плита верхняя; 2 – вырубные ножи; 3, 4 – прижимы; 5 – пуансоны пробивные; 6, 7 – ограничители хода прижима; 8 – пружины полиуретановые; 9 –направляющие колонки и втулки для прижима; 10 – втулки на прихватах.
Описание работы штампа.
В модифицированный штамп (рисунок 9) осуществляется подача ленты. Направление ленты корректируется с помощью направляющих роликов и дополнительных фиксаторов-упоров. Далее происходит ход ползуна, при котором сначала прижимается заготовка с помощью подвижных прижимов, расположенных в верхней плите. Амортизацию прижимов осуществляют полиуретановые пружины. Смещение прижимов и смещение верхней плиты относительно горизонтальной плоскости предотвращают колонки и втулки. Затем выступы на верхних ножах надрезают метал в местах, где чуть позже, отход будет разделен на более мелкие части. Далее происходит вырубка контура, отрезка ленты и пробивка отверстия. После этого полученный отход необходимо разделить на более мелкие части, и с этим справляются ножи, расположенные чуть ниже вырубных ножей. Они режут отход по периметру на более мелкие куски. После этого ползун оказывается в крайнем рабочем положении, и начинает подъем. Полученные детали поднимаются с плоскости нижних ножей и выталкиваются на стол к рабочим с помощью импульса, придаваемым дополнительными выталкивателями. После этого рабочий цикл штамповки можно считать завершенным. Время одного цикла 5 секунд.
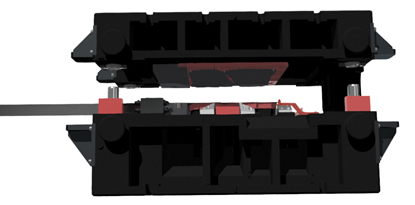
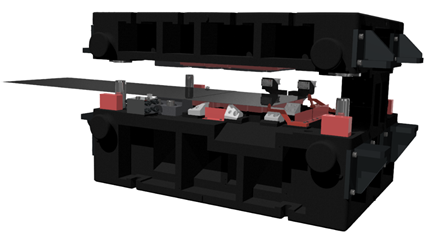
Рисунок 9. Модифицированный штамп.
В таблице 1 приведены основные сведения о изготовлении полуфабриката до и после модификации. Предварительно были проведены расчеты усилий и времени выполнения годового плана.
Таблица 1 – Сравнение параметров до и после модификации
|
До модификации |
После модификации |
|
|
Коэффициент использования материала |
Площадь детали 0.13м2 Площадь заготовки 0.19м2 Ким=Fдет/Fзаг, Ким=0,13/0,31 =0,42 |
Площадь двух деталей детали 0.26 м2 Площадь заготовки 0.31 м2 Ким=Fдет/Fзаг, Ким=0,26/0,31 =0,84 |
|
Необходимое усилие пресса, МН |
1.2 |
2.28 |
|
Число рабочих у пресса, ед |
3 |
1 |
|
Время выполнения годового плана (приблизительно), часов |
4272 |
417 |
Вывод
С экономической точки зрения модернизация полностью оправдана. Увеличение производительности чуть более чем в 10 раз благополучно скажется для любого предприятия. Количество рабочих у пресса можно сократить с трёх до одного. Работа рабочих значительно упрощается. Коэффициент использования металла вырос в два раза. Так же существенно экономится электроэнергия. И всё это достигается за счет довольно простой и относительно недорогой модернизации. Единственное, условие применения данной модернизации в подобных случаях – необходимое усилие для модифицированной операции (с учетом коэффициента запсаса) не должно превышать номинальную силу пресса. При этом необходимо отметить, что модифицирована лишь часть технологического процесса. Оставшиеся операции для реализации высокой производительности так же подлежат модернизации.
Библиографический список
- Типалин С.А. Шпунькин Н.Ф., Никитин М.Ю., Сапрыкин Б.Ю. Типалина А.В. Штамповка детали типа «кожух» из шумопоглощающего материала / Материалы 65-ой Международной научно-технической конференции Ассоциации автомобильных инженеров (ААИ) “Приоритеты развития отечественного автотракторостроения и подготовки инженерных и научных кадров” Международного научного симпозиума «Автотракторостроение – 2009». Книга 6, Москва, МГТУ «МАМИ», 2009 г. С.90-95.
- Типалин С.А., Петров М.А., Косачев Н.Ю., Шпунькин Н.Ф., Пономарев А.Н. Экспериментальное исследование осесимметричной формовки многослойного материала // Известие МГТУ «МАМИ» №1, 2015.т.2. С.63-69.
- Кучковский Ю.П., Типалин С.А., Шпунькин Н.Ф. Определение свойств соединительного слоя при болшой сдвиговой деформации // В сборнике: XXVI Международная Инновационно-ориентированная конференция молодых учёных и студентов МИКМУС-2014 Труды конференции. Российская Академия наук; РФФИ; Отделение энергетики, машиностроения, механики и процессов управления; Институт машиноведения им. А.А.Благонравова РАН. Москва, М.Харитоньевский пер. 4., 2015. С. 507-509
- Шпунькин Н:Ф., Типалин С.А. Технологичность штампованных листовых деталей // Учебное пособие. – М. Университет машиностроения, 2015- 72 с.
- Типалин С.А., Филиппов Ю.К., Гневашев Д.А. Технология поулчения художественных изделий чеканкой /Учебное пособие //Москва: Московский Политех, 2017 72с.
- Бондарь В.С., Типалин С.А., Шпунькин Н.Ф. Изгиб и скручивание листа//М.Университет машиностроения, 2014. -212с
- Филиппов Ю.К., Типалин С.А., Крутина Е.В. Металлы и сплавы для художественной чеканки/ Учебное пособие . Москва. Университет машиностроение 2013, 52 с.
Количество просмотров публикации: Please wait