

Научный руководитель: В.Н.Субич
доктор технических наук, профессор кафедры «Машины и технологии обработки металлов давлением им. И.А. Норицына»
Гильза является одним из основных элементов патрона, от которого зависят надежность и безотказность действия оружия при различных режимах боевого применения и режимах стрельбы (рис.1). Одним из основных требований, предъявляемых к гильзе, является неизменяемость механических свойств металла гильзы при хранении, стойкость против коррозии и коррозионного растрескивания.
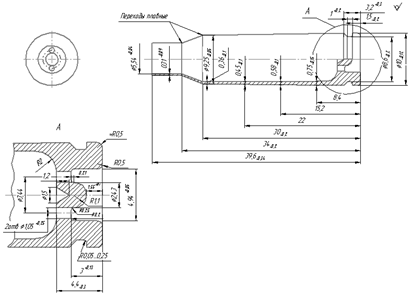
Рис.1. Конструкция гильзы.
Наилучшим материалом с точки зрения соответствия эксплуатационным требованиям является латунь марок Л68 и Л70, однако она имеет высокую стоимость, склонна к коррозионному растрескиванию, что усложняет длительное хранение патронов и требует специальных мер по замедлению процесса растрескивания.
Для предотвращения коррозионного растрескивания гильз из латуни – на финишных вытяжных операциях назначают малую пластическую деформацию с последующим низкотемпературным отпуском, что снижает величину остаточных напряжений.
Латуни марок Л68, Л70 обладают более высокой штампуемостью по сравнению со сталью 18 ЮА и биметаллом 1, что может способствовать сокращению числа штамповочных операций и также не требует сложной химической обработки.
Применение исходных заготовок из прутка позволяет значительно повысить коэффициент использования металла.
Действующий общепринятый процесс изготовления гильзы совершается из ленты (рис.2), чтобы увеличить КИМ (коэффициент использования материала) используют шестирядную шахматную вырубку заготовок круглой формы ( рандоли ). Затем свертка и 4 вытяжки с межопирационным отжигом после второй вытяжки. Далее происходят последующая штамповка, обрезка ,а также пробивки капсюльного гнезда.
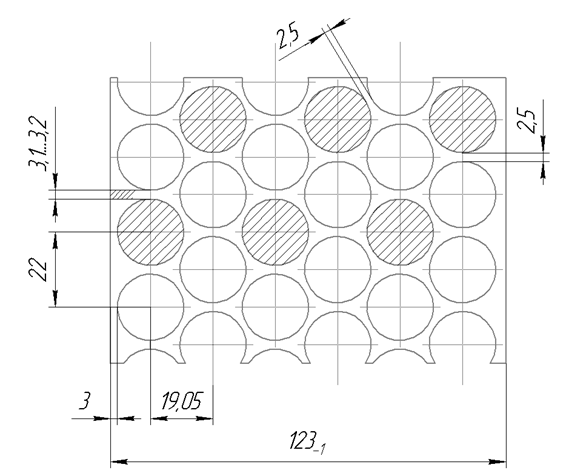
Рис.2. Схема раскроя ленты
На рисунке 3 изображен действующий процесс первых трех операций по изготовлению гильзы: свертка колпачка, первая и вторая вытяжка. У данного процесса есть недостатки, такие как, дорогой лист и большой отход от вырубки, поэтому было решено заменить дорогостоящую ленту на более дешевый пруток, а также уменьшить отход от вырубки рандолей.
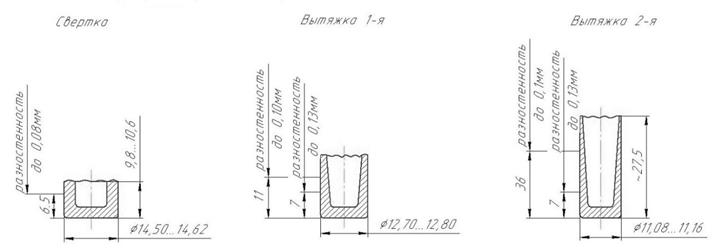
Рис.3. Операции свертки и вытяжки
При производстве гильзы из прутка сохраняются все операции, используемые при изготовлении из ленты, кроме первых двух вытяжек и сверки колпачка; они заменены отрезкой, осадкой и обратным выдавливанием (рис.4).
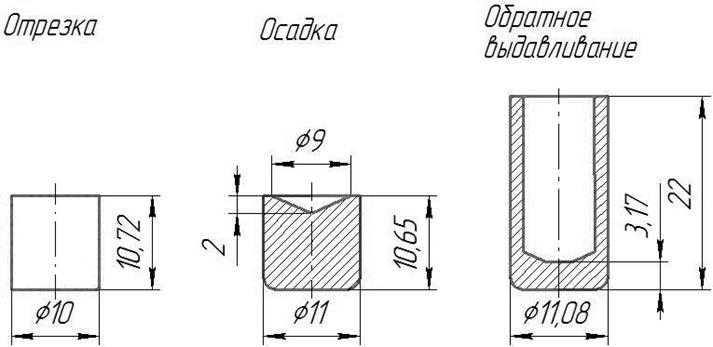
Рис.4. Операции отрезки, осадки и обратного выдавливания
Отрезка осуществляется с помощью отрезного штампа (рис.5), который в свою очередь обеспечивает хорошую точность отрезаемой заготовки удовлетворяющую чертеж.
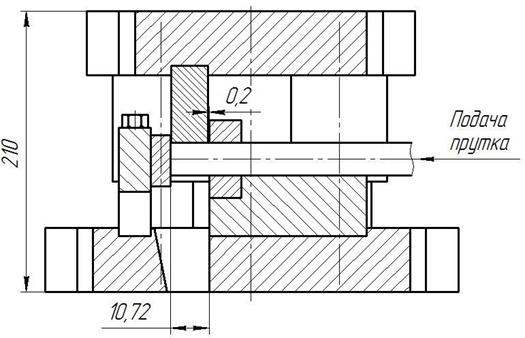
Рис.5. Штамп для отрезки заготовки
Пуансон конусной формы на конце при осадке обеспечивает центровку для последующей операции, в совокупности с точной роторной линией заготовка удовлетворяет условие разностенности ,при котором она не должна превышать 0,13мм. Схема осадки и обратного выдавливания приведена на рисунке 6.
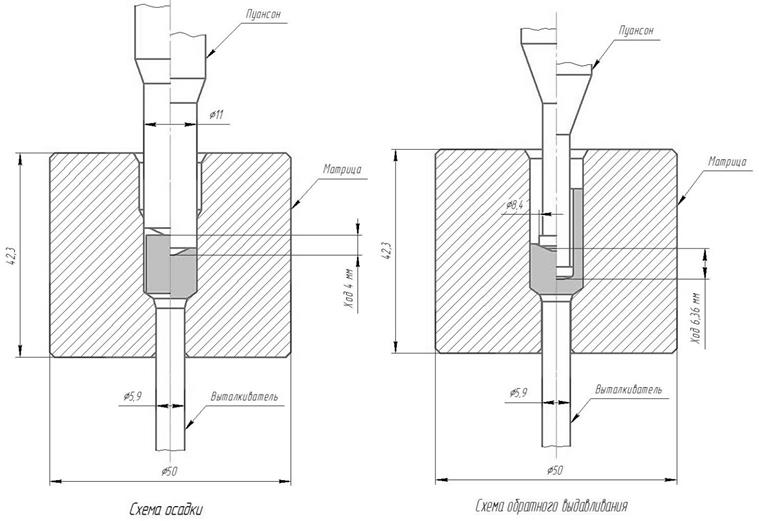
Рис.6.Схема осадки и обратного выдавливания
Вывод
В том случае, если для производства гильзы используется лента, коэффициент использования материала составляет 44% с учетом обрезки и пробивки капсюльных отверстий. При производстве гильзы из прутка коэффициент использования материала увеличивается до 69%. Учитывая, что средняя стоимость прутка в сравнении листовым материалом на 20% ниже, затраты на материал уменьшаются примерно на 45%.
Библиографический список
- Романовский В.П. Справочник по холодной штамповке.–6-е изд., перераб. и доп.–Л.: Машиностроение. Ленингр. отд-ние, 1979.–520с.
- Н.П Агеев, В.И. Зиновкин, Н.М. Масляев, Справочник по технологии патронного производства, Санкт-Петербург, 2011. – 642 с.
- Гуськов А.В. Изготовление фасонных деталей методом выдавливания. – М.: Машиностроение, 1962.-315с.
- Сторожев М.В., Попов Е.А. Теория обработки металлов давлением. Учебник для вузов. изд. 4-е, перераб. и доп. – М.: Машиностроение, 1977. – 423с. с ил.
Количество просмотров публикации: Please wait