

 Акустическая эмиссия – это процесс возникновения упругих волн в результате выброса энергии из локальных источников в структуре материала. Основными источниками эмиссии в материалах (металлах) являются движения дислокаций, сопровождающие пластическую деформацию или возникновение и рост трещин в структуре под напряжением.
Акустическая эмиссия – это процесс возникновения упругих волн в результате выброса энергии из локальных источников в структуре материала. Основными источниками эмиссии в материалах (металлах) являются движения дислокаций, сопровождающие пластическую деформацию или возникновение и рост трещин в структуре под напряжением.
Области применения акустической эмиссии в современной технике весьма разнообразны:
-
лабораторные исследования;
-
оценка целостности структур;
-
испытание сосудов с ограниченным доступом к поверхности (в теплоизоляции, криогенных и т.п.);
-
испытание оснований наливных резервуаров (танков);
-
обнаружение коррозии;
-
испытание трубопроводов;
-
испытание трансформаторов;
-
испытание автомобильных и железнодорожных цистерн;
-
трубы и газовые баллоны высокого давления;
-
мониторинг сооружений и промышленных объектов;
-
оценка остаточного ресурса;
-
проверка качества производства;
-
испытание реактивных двигателей.
Использование метода акустической эмиссии для мониторинга состояния материальных объектов широкое распространено во многих отраслях. Исследовательские работы в этой области активно ведутся во многих университетах мира. Основная причина столь прогрессивного развития заключена в доступности необходимого оборудования, его универсальности, которое свело к минимуму субъективный фактор в результатах измерений и позволило создать обширные эмпирические базы данных исследований.
В результате множества исследований практически во всех отраслях промышленности метод акустической эмиссии нашёл широкое применение, в том числе, для мониторинга состояния промышленного оборудования.
Совместное применение акустической эмиссии с другими методами неразрушающего контроля показывает преимущества, которые дает этот метод не только в случае громоздкого оборудования, но также при обследовании небольшого по размерам оборудования, которое по технологическим особенностям производства наилучшим образом может быть исследовано именно при помощи этого метода. Например, проведение пневматического испытания объёмного оборудования и трубопроводов, работающих под избыточным давлением, в соответствии с ФНП «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением» допускается только при условии одновременного контроля методом акустической эмиссии. Также рекомендуется использование данного метода при проведении гидравлических испытаний подобного оборудования.
Метод акустико-эмиссионного контроля основан на регистрации и последующей обработке акустических сигналов, относящихся к АЭ, возникающих в процессе пластической деформации и разрушения (роста трещин) контролируемых объектов.
Акустическая эмиссия реализуется в процессе активного нагружения контролируемого объекта. Для проведения АЭ-диагностики к объекту контроля должны быть приложены статические или динамические нагрузки повышением давления при гидравлических или пневматических испытаниях, либо должны быть созданы напряжения механическим нагружением объекта.
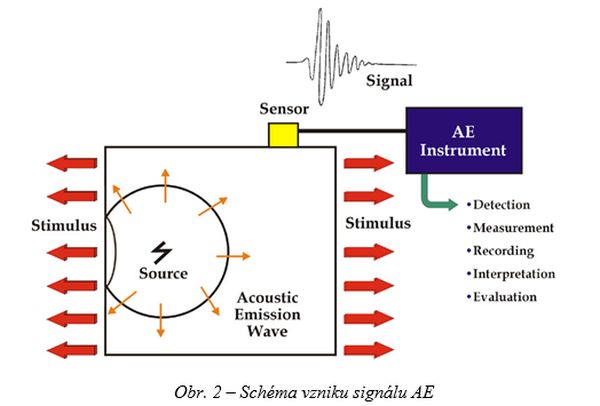
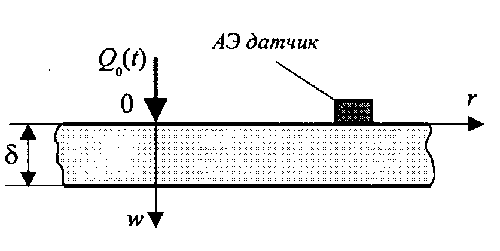
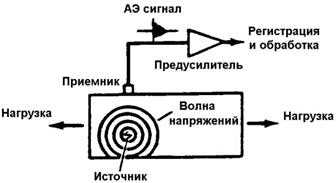
Механизм контроля оборудования данным методом контроля представляет собой явление генерации волн напряжений, вызванных внезапной перестройкой в структуре материала. Классическими источниками акустической эмиссии является процесс деформирования, связанный с ростом дефектов, например, трещины или зоны пластической деформации. Внезапное движение источника эмиссии вызывает возникновение волн напряжений, которые распространяются в структуре материала и достигают преобразователя акустической эмиссии (ПАЭ). По мере роста напряжений, активизируются многие из имеющихся в материале объекта источников эмиссии. Электрические сигналы акустической эмиссии от источников, находящихся в материале объекта контроля, полученные в результате преобразования датчиком волн напряжений, усиливаются, регистрируются аппаратурой и подвергаются дальнейшей обработке и интерпретации.
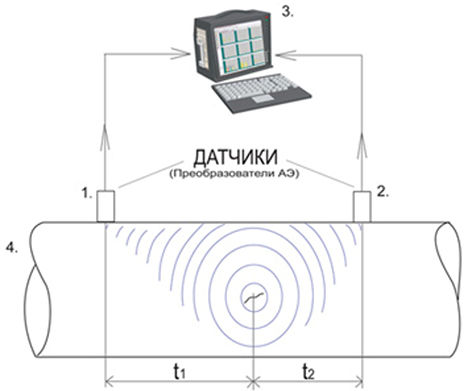 Целью акустико-эмиссионного контроля является обнаружение, определение координат и слежение (мониторинг) за источниками акустической эмиссии, связанными с несплошностями на поверхности или в объеме стенки объекта контроля, сварного соединения, изготовленных частей и компонентов. Все индикации, вызванные источниками акустической эмиссии, должны быть при наличии технической возможности оценены другими методами неразрушающего контроля.
Целью акустико-эмиссионного контроля является обнаружение, определение координат и слежение (мониторинг) за источниками акустической эмиссии, связанными с несплошностями на поверхности или в объеме стенки объекта контроля, сварного соединения, изготовленных частей и компонентов. Все индикации, вызванные источниками акустической эмиссии, должны быть при наличии технической возможности оценены другими методами неразрушающего контроля.
Акустико-эмиссионный метод может быть использован также для оценки скорости развития дефекта в целях заблаговременного прекращения испытаний и предотвращения разрушения изделия. Регистрация акустической эмиссии в работающем оборудовании при проведении исследования позволяет определить образование свищей, сквозных трещин, протечек в уплотнениях, заглушках и фланцевых соединениях.
Как и у прочих методов неразрушающего контроля метод АЭ имеет свои положительные и отрицательные стороны.
Основное преимущество метода акустической эмиссии связано с возможностью проведения неразрушающего контроля всего объекта целиком за один цикл нагружения. Это свойство акустико-эмиссионного метода трудно переоценить, так как каждое новое нагружение оборудования, безусловно является своеобразным стрессом для материала, из которого он изготовлен.
Есть и прочие преимущества данного метода контроля:
- метод не особо чувствителен к геометрии объекта обследования, сложность которой доставляет некоторые ограничения при проведении, например, ультразвукового контроля;
- метод позволяет обнаруживать и регистрировать только развивающиеся дефекты;
- метод обнаруживает движение дефектов, обнаруживаются наиболее опасные дефекты, возникающие под действием эксплуатационных нагрузок;
- контроль данным методом требует меньших усилий при проведении обследования оборудования, это – высокопроизводительный метод;
- не требуется доступ ко всем элементам объекта, что играет значительную роль при прочих методах неразрушающего контроля, достаточно иметь доступ для установки необходимого количества датчиков;
- метод акустической эмиссии не требует тщательной подготовки поверхности объекта контроля;
- незначительное повреждение изоляции при обследовании оборудования, что крайне важно при подготовке оборудования для контроля и существенно снижает стоимость подготовительных работ;
- обследование объекта производится дистанционно, при этом непосредственная работа на объекте состоит из установки датчиков АЭ-сигнала;
- имеется возможность отслеживания различных технологических процессов и оценки технического состояния объекта в режиме «реального времени», что позволяет предотвратить аварийное разрушение контролируемого объекта;
- возможность применения искусственного интеллекта и технологических программ при принятии решения по степени опасности обнаруживаемых дефектов, так как только критические дефекты обеспечивают активные источники акустической эмиссии.
Кроме отмеченных положительных сторон акустической эмиссии следует заметить, что данный метод контроля все чаще используется как передовой способ быстрого выявления «проблемного» оборудования, которое нуждается в более изощренной диагностике.
Основной проблемой применения метода акустической эмиссии является сильное влияние посторонних шумов, что очень актуально для предприятий и организаций со средним и высоким уровнем шума производственных процессов. Чтобы добиться положительных результатов при контроле соседнего с работающим оборудования данным методом, вероятно, будет необходимо идти на некоторые ограничения, например, планировать работу так, чтобы обеспечить компромисс между непрерывной работой производственного участка и временем, выделяемым для его остановки, для обеспечения допустимого уровня шума при проведении контроля оборудования.
Также отрицательными сторонами использования рассматриваемого метода, по сравнению с прочими методами неразрушающего контроля оборудования, можно назвать следующие позиции:
- АЭ-контроль требует нагружения оборудования, в то время как большинство методов неразрушающего контроля;
- каждое нагружение оборудования уникально, в то время как контроль, например, методами ультразвуковой дефектоскопии является воспроизводимым;
- метод не обнаруживает «геометрию» дефектов, поэтому для определения формы дефекта приходится применять прочие методы контроля (ультразвуковой, рентгеновский и т.п.);
- метод АЭ чувствителен к структуре материала, в отличии от прочих методов;
- относительная дороговизна оборудования для акустико-эмиссионного контроля.
Подводя итог вышеназванным отрицательным сторонам метода акустической эмиссии, справедливости ради, следует отметить, что большинство из них со значительной степенью нивелируются при сравнительном анализе положительных сторон данного метода.
Попробуем проанализировать данное утверждение на примере сопоставления «минусов» и плюсов акустической эмиссии.
1. Влияние посторонних шумов производства значительно влияет на проверяемое соседнее оборудование. Однако, процесс проведения акустической эмиссии крайне производительный, занимает в разы меньшее время для проведения контроля, требует минимальной подготовки, поэтому временное снижение нагрузки или приостановка производственных процессов для уменьшения влияния посторонних шумов при проведении АЭ-контроля может стать экономически целесообразным процессом, в сравнении с затратами на более тщательную подготовку оборудования при проведении прочих неразрушающих методов технического диагностирования. Также играет существенную роль минимизация времени простоя самого исследуемого оборудования для обследования из-за низкой потребности времени на контроль.
2. Нагружение оборудования при проведении акустической эмиссии – необходимый для контроля процесс, который, безусловно, приводит к созданию напряжений, порой превышающих рабочие нагрузки оборудования, однако при проведении неразрушающего контроля оборудования испытания с превышением нагрузки почти всегда являются обязательными, проводимыми с периодичностью, определённой нормативной документацией. Поэтому, если не превышать установленные при испытаниях нагрузки для объекта обследования, метод не сказывается отрицательно на состоянии технического устройства.
3. Геометрическая форма и размер дефектов, особенно только начинающих развиваться в материале оборудования, при проведении контроля акустико-эмиссионным способом могут быть не столь важны, как само определение их наличия в металле (материале), а также определение пространственного расположения обнаруженных дефектов. Это крайне облегчает поиск и проведение неразрушающего контроля дефектов в материале объекта обследования прочими методами неразрушающего контроля: ультразвуковым, радиографическим, вихретоковым и т.п..
4. Метод АЭ-контроля не из дешёвых по стоимости оборудования, однако, если учесть универсальность, экономию времени и ресурсов на подготовку и проведение контроля по сравнению с прочими методами НК, то соотношение эффективности и стоимости метода неизбежно смещается в сторону акустической эмиссии, на что так же оказывает влияние постоянный процесс технологического развития метода, увеличивающаяся распространённость оборудования для проведения контроля.
Несмотря на все плюсы и минусы метода проведения контроля оборудования методом акустической эмиссии, любая исследовательская лаборатория, лаборатория неразрушающего контроля решает для себя в пользу каких направлений и методов контроля следует развиваться, учитывая не только стоимость и сложность оборудования, но и универсальность того или иного метода контроля, учитывая целесообразность его использования в своей работе.
Библиографический список
- Федеральные нормы и правила в области промышленной безопасности «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением», утверждены Приказом Федеральной службы по экологическому, технологическому и атомному надзору № 116 от 25.03.2014 г.
- «Правила организации и проведения акустико-эмиссионного контроля сосудов, аппаратов, котлов и технологических трубопроводов» ПБ 03-593-03, утверждены Приказом Федерального горного и промышленного надзора России № 77 от 9.06.2003 г.
- «Металлы (METALS HANDBOOK)» – Др. Адриан Поллок (Dr. Adrian Pollock), Physical Acoustics Corporation (РАС), 9-ое издание, т. 17, ASM International, 1989.
- Материалы статьи «Лаборатория неразрушающего контроля качества. Приборы и оборудование». – Экспертная организация «С-КОНТРОЛЬ» / Источник: http://s-control.pro/services/la-boratoriya-nerazrushayuschego-kontrolya-kachestva/pribory-i-oborudovanie/akusticheskaya-emissiya
- Материалы статьи «Акустическая эмиссия. Краткие сведения.». – Научно-технический центр «НОРМА» / Источник: http://ntcnorma.narod.ru/aebscr.htm.
Количество просмотров публикации: Please wait