

Пластиковые отходы, с одной стороны, представляют собой загрязнители окружающей среды, а с другой – являются ценными ресурсами, потенциально пригодными для вторичного использования и переработки. Следует отметить, что рынок испытывает дефицит полимерного сырья, так как объем потребления пластмасс ежедневно возрастает. В связи с этим проблема бесконтрольного и нерационального обращения с отходами стоит особенно остро.
Классифицировать отходы термопластичных пластмасс можно следующим образом:
-
технологические отходы производства, образующиеся при синтезе и переработке пластмасс и составляющие от 5 до 35% (масс.);
-
отходы производственного потребления, накапливающиеся в результате выхода из строя изделий из полимерных материалов, используемых в различных отраслях экономики (детали машин, тара, отходы пленочных материалов сельскохозяйственного назначения и др.);
-
отходы общественного потребления, накапливающиеся на свалках в результате морального или физического износа полимерных деталей или изделий, в которых они использовались. К таким отходам относятся: одноразовая посуда; пленочная упаковка; пластиковые бутылки; бывшие в употреблении пластмассовые изделия; корпуса бытовой техники. [1, с.280]
Среди основных направлений утилизации отходов пластмасс нашли применение:
-
переработка отходов в полимерное сырье и повторное его использование;
-
сжигание вместе с бытовыми отходами;
-
пиролиз и получение жидкого и газообразного топлива;
-
захоронение на полигонах и свалках.
Сжигание отходов представляет собой процесс окисления под воздействием температуры, который применяется с целью сокращения количества отходов или получения энергии. Тем не менее сжигание является малоэффективным средством для устранения отходов пластика. Поэтому применение этот способ нашел только в тех случаях, когда другие по техническим или экономическим причинам не могут быть использованы. Кроме этого в процессе термодеструкции полимера образуются различные токсичные газы, например, аммиак, оксиды азота, хлористый водород, диоксины и др. Кроме этого среди недостатков можно выделить дорогостоящее оборудование; неизбежность предварительной подготовки отходов к сжиганию (сушка, измельчение); невозможность полностью уничтожить отходы (остается зола, шлак и т.д.).
В области переработки отходов большими перспективами обладает пиролиз, который являет собой сжигание полимерных отходов в бескислородной среде при температуре около 600°С. Твёрдые вещества в процессе трансформируются в жидкость (мазут) и газ, который применим для получения тепловой энергии. В свою очередь из мазута возможно получать синтетическое топливо, однако, доочистка топлива в данном случае будет слишком сложна и трудоёмка.
Несмотря на то, что пиролиз обладает несомненными плюсами данный метод включает в себя и ряд недостатков, главным из которых является то, что в процессе пиролиза образуется множество вредных химических соединений, которые создают необходимость применения сложных систем фильтрации и очистки. В силу высокой стоимости необходимого оборудования, рентабельность данного метода снижается.
Захоронение – это ещё один метод
утилизации отходов пластика, который заключается в размещении отходов в назначенном месте для хранения в течение неограниченного срока. Захоронение на полигонах и свалках в силу своей относительно невысокой стоимости является весьма популярным методом ликвидации отходов и для России, в частности. Утилизация таким образом может повлечь за собой прямой ущерб окружающей среде и приводит к нерациональному использованию природных ресурсов. На полигонах в результате анаэробного сбраживания образуется «свалочный газ» – биогаз, а в недрах полигона может сформироваться токсичный фильтрат. Поэтому размещение отходов на свалках надлежит считать вынужденным, но малоперспективным с экологической точки зрения решением. Помимо этого, захоронение отличается необходимостью отведения больших площадей под полигоны; весьма низкой извлекаемостью полезных компонентов из отходов (теряется около 90% полезной продукции); сложностями при выборе мест захоронения; исчерпанием ёмкостей полигонов с течением времени (необходимость организации нового полигона и рекультивации существующего). [2, с. 32]
Самым сложным, но в то же время наиболее рациональным способом является переработка с дальнейшим повторным использованием по прямому назначению. Преимущества заключаются в том, что можно не только добиться ресурсосберегающего эффекта, но и значительно сократить нагрузки на окружающую среду и её компоненты.
В случае если имеется рынок сбыта продуктов переработки, осуществлены непрерывность и регулярность поступления отходов, разработана экономичная технология их переработки, а поступающие отходы стандартизованы, имеет смысл создавать специализированные предприятия по переработке отходов. Если количество полимерных отходов невелико, то целесообразно передавать их на переработку предприятию- изготовителю первичной продукции. [3, с. 322]
Среди недостатков переработки можно отметить: высокую стоимость; необходимость сортировки; потребность в специальном оборудовании.
Теоретический анализ литературы позволил на основании сравнения существующих методов обращения с отходами выделить перспективное и в то же время наиболее экологичное направление утилизации полимеров: переработка отходов в полимерное сырье и повторное его использование для получения изделий. За основу был выбран способ утилизации отходов пластика методом литья под давлением и разработана технологическая цепочка утилизации отходов термопластов. В качестве основного сырья была принята пластиковая одноразовая посуда. Вариантом готового изделия разработанной технологической линии является полимерный многооборотный ящик для пищевых жидкостей.
Технологическая линии производства полимерных многооборотных ящиков для бутылок с пищевыми жидкостями методом литья под давлением производительностью 622 кг/сут.
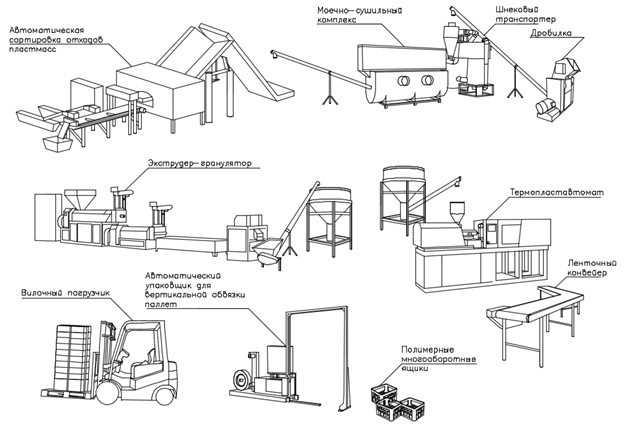
Рисунок 1. Схема технологической цепочки
За исходное сырье принята пластиковая одноразовая посуда. Посуда доставляется со склада в производственный цех цепным (скребковым) конвейером. Сырье проходит этап измельчения в ножевой дробилке, а затем с помощью шнекового транспортера поступает в моечно-сушильный комплекс, где обеспечивается первоначальная сухая очистка измельченного сырья от загрязнений. Затем материал поступает в агрегат отмывки, где подвергается тщательной очистке. Далее пластик обезвоживается и отправляется в агрегат сушки, где осуществляется усиленное высушивание. В результате уже высушенное измельченное сырье шнековым транспортером подаётся в автоматическую линию сортировки отходов. На данном этапе происходит автоматическая сортировка потока по типам материала различных полимеров: полистирол, полипропилен. Далее посредством специальной системы подачи и системы конвейеров сыпучий лом пластмасс распределяется благодаря блоку определения на главном транспортере. Впоследствии прохождения детектора, полимерный материал сдувается мощными эжекторами в соответствующий бункер-накопитель.
Следующим этапом является двухкаскадный экструдер – гранулятор. В первом экструдере осуществляется первоначальное расплавление материала, смешение с красителем и полиэфирным волокном короткой резки и дальнейшее уплотнение хлопьев пластика. В результате попадания во второй экструдер, спустя некоторое время расплав окончательно пластифицируется и гомогенизируется, и затем расплав следует через резак-стренгорез и полученные гранулы попадают в узел водяного охлаждения. Затем проходя через влагоотделитель, коллектор и вентилятор гранулы попадают в сборник. Из сборника по шнековому транспортеру гранулированное сырье поступает в расходный бункер, где материал хранится и дозируется перед поступлением в термопластавтомат. Далее гранулированный материал поступает в бункер термопластавтомата.
Из бункера 2 в нагревательный цилиндр пластикатора 8 гранулы обычно поступают при комнатной температуре. Проходя через кольцевое пространство, образованное внутренней поверхностью цилиндра 8 и наружной поверхностью торпеды 9, гранулы разогреваются и выходят в виде гомогенизированного расплава. Через форсунку 10 расплав поступает в форму 1, удерживаемую в закрытом состоянии гидроцилиндром 11. [4, с.224] В полости формы происходит охлаждение и затвердевание пластмассы. Форма размыкается, для чего одна из полуформ отодвигается, и готовое изделие выталкивается из гнезд.
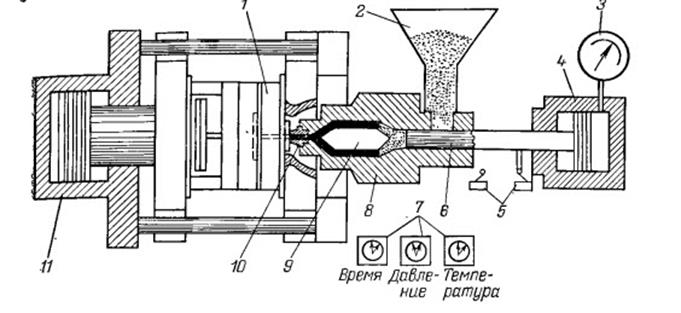
Рисунок 2. Принципиальная схема литьевой машины [4, с.215]
1-форма; 2-бункер; 3-манометр для контроля за давлением впрыска; 4-гидравлический цилиндр впрыска; 5-конечные выключатели, орпеделяющие объем впрыскиваемой порции; 6- литьевой плунжер; 7- аппаратура управления отдельными параметрами цикла; 8-нагревательный цилиндр; 9-торпеда; 10- форсунка; 11-замыкающий пресс.
Готовый ящик ленточным конвейером доставляется к автоматическому упаковщику для вертикальной обвязки паллет. На паллету помещаются ящики в количестве 10 штук в рабочей области машины. Затем при помощи арки лента оборачивается вокруг упаковываемого груза, запаивает и обрезает бандажную ленту (стрепп-лента). В итоге паллета с ящиками забирается вилочным погрузчиком и транспортируется на склад готовой продукции.
При переработке пластмасс отходы образуются во время предварительной подготовки сырья, основного этапа – литье под давлением, и завершающих стадий технологического цикла. Этап предварительной подготовки сырья, например, дробление и гранулирование, можно описать преимущественно потерями в виде летучих продуктов и пылевидных фракций.
На стадии основной переработки пластических масс образуются потери сырья не только в виде летучих продуктов при деструкции материала в процессе его разогрева, нахождения в вязкотекучем состоянии и
формовании из него изделий, но и твердые отходы пластмасс в виде литников при перестановке пресс-форм, выходе на режим после холодных простоев, при чистке оборудования. [5, с.35]
Твердые отходы производства в данном технологическом процессе образуются преимущественно при растаривании сырьевых компонентов и специальных средств в виде пустой тары. Производственными отходами также являются обрезки упаковочной ленты и отработанные, изношенные пресс-формы.
В соответствии с нормативно – правовой базой Российской Федерации при переработке термопластов методом литья под давлением, в частности, полипропилена и полистирола, нормируются следующие загрязняющие вещества, выделяющиеся в указанном технологическом процессе: этановая кислота, углерод оксид, этенилбензол.
На основании удельных показателей были рассчитаны максимально – разовые и валовые выбросы загрязняющих веществ, характерные для разработанной технологической линии. На основе результатов, полученных при расчёте, был произведен расчет рассеивания загрязняющих веществ в атмосфере по специальной методике – ОНД-86, которая базируется на численных и аналитических решениях основного уравнения турбулентной диффузии примеси.
Источником рассеивания была принята вентиляционная труба, которая представляет собой одиночный источник загрязняющих веществ. При расчёте приземных концентраций учитывались метеорологические условия и коэффициенты, определяющие условия рассеивания загрязняющих веществ в атмосферу города Красноярска.
Результаты расчета рассеивания загрязняющих веществ приведены в таблицах. Максимальная приземная концентрация загрязняющего вещества наблюдается на расстоянии 130,5 метров от источника выбросов.
Таблица 1 – Приземные концентрации вредных веществ в атмосфере на различных расстояниях от источника выброса без учёта фоновых концентраций, мг/м3
| Расстояние |
Загрязняющее вещество, мг/м3 |
||
|
Органические кислоты (в пересчете на уксусную) |
Оксид углерода |
Этенилбензол (Стирол) |
|
| 30 |
0,002497044 |
0,002910744 |
0,000598043 |
| 50 |
0,003474566 |
0,004050218 |
0,00083216 |
| 100 |
0,005164299 |
0,0060199 |
0,001236851 |
| 130,5 |
0,005317351 |
0,006198309 |
0,001273507 |
| 200 |
0,004601713 |
0,005364107 |
0,001102112 |
| 300 |
0,003559816 |
0,004149593 |
0,000852577 |
| 400 |
0,002703012 |
0,003150837 |
0,000647372 |
Таблица 2 – Приземные концентрации вредных веществ в атмосфере на различных расстояниях от источника выброса в долях ПДК без учёта фоновых концентраций
| Расстояние |
Загрязняющее вещество, ПДК |
||
|
Органические кислоты (в пересчете на уксусную) |
Оксид углерода |
Этенилбензол (Стирол) |
|
| 30 |
0,012485219 |
0,000582149 |
0,014951069 |
| 50 |
0,017372828 |
0,000810044 |
0,020803989 |
| 100 |
0,025821493 |
0,00120398 |
0,030921279 |
| 130,5 |
0,026586754 |
0,001239662 |
0,03183768 |
| 200 |
0,023008566 |
0,001072821 |
0,027552794 |
| 300 |
0,017799079 |
0,000829919 |
0,021314425 |
| 400 |
0,01351506 |
0,000630167 |
0,016184306 |
Степень опасности загрязнения атмосферного воздуха характеризуется наибольшим рассчитанным значением концентрации, соответствующим неблагоприятным (особо опасным) метеорологическим условиям.
Предприятие по переработке пластика относится к четвёртому классу опасности и, следовательно, санитарно-защитная зона составляет 100 м. На основании проведенных расчетов было выявлено, что санитарно-защитная зона соответствует нормативной, так как концентрации на границе СЗЗ не превышают ПДК.
Для определения экономической целесообразности данной технологической линии также были проведены специальные расчеты. Для производства ящиков из пластиковых отходов требуется следующее оборудование:
Таблица 3 – Необходимое оборудование
| Оборудование |
Количество |
| Скребковый конвейер |
1 |
| Ленточный конвейер |
1 |
| Шнековые транспортеры |
2 |
| Дробилка |
1 |
| Комплекс |
1 |
| Автоматическая сортировка отходов пластмасс |
1 |
| Гранулятор модели |
1 |
| Термопластавтомат |
1 |
| Автоматический упаковщик для вертикальной обвязки паллет |
1 |
| Расходный бункер для гранулированных пластмасс |
2 |
В соответствии с расчетами годовой выпуск продукции составил 75600 шт./год. Расчет капитальных вложений производился только на необходимое оборудование. Капитальные вложения на предлагаемый проект технологической линии составят примерно 5 060 000 рублей. Важно отметить, что проектные затраты на основное сырье (пластиковая посуда) были сведены к нулю.
Таблица 4 – План годового расхода материалов
|
Перечень материалов |
Норма расхода на единицу продукции |
||
|
Ед. изм. |
Уд. норма |
||
| 1. Основные материалы | |||
| Пластиковая посуда |
кг/шт. |
2,0716 |
|
| Полиэфирное волокно |
кг/шт. |
0,10358 |
|
| Пигмент фталоцианиновый |
кг/шт. |
0,06215 |
|
| Итого | |||
| 2. Вспомогательные материалы | |||
| Кальцинированная сода |
кг/шт. |
0,1657 |
|
| Деревянные паллеты (поддоны) |
шт/ед.изд. |
0,1 |
|
| Полиэтиленовая лента (стрепп – лента) |
п/м |
0,8558 |
|
| Итого |
1,1215 |
||
| 2. Электроэнергия |
кВт.ч/м3 |
3,8 |
|
| Итого | |||
| Всего | |||
Итого полная себестоимость выпуска одного ящика составила примерно 80 рублей. Принятая наценка на себестоимость единицы продукции равна 80%, следовательно, стоимость одного ящика составляет 144 рубля. Налог на прибыль составляет 20%. Планируемая величина прибыли составила около 3 724 000 рублей в год.
Для оценки эффективности проекта технологической цепочки были использованы следующие показатели:
чистый дисконтированный доход (NPV), который представляет собой наиболее важный показателем экономической эффективности проекта; индекс доходности (DPI), представляющий собой, отношение дисконтированного результата к дисконтированным капитальным затратам с учетом фактора времени. Если DPI <1 то программа в пределах Т не окупается, если DPI > 1, то программа окупается в пределах заданного горизонта планирования.
Таблица 5 – Основные экономические показатели технологической линии утилизации пластиковых отходов
|
Показатели |
Проектный вариант |
| 1.Штат трудящихся, чел |
8 |
| 2.Капитальные вложения, руб. |
5 060 000 |
| 3.Себестоимость единицы продукции, руб. |
80 |
| 4. Чистый дисконтированный доход (NPV), руб. |
6 350 250 |
| 5. Индекс доходности (DPI) |
2,26 |
| 6. Дисконтированный срок окупаемости (DPP), год |
1,7 |
Результаты расчета показателей эффективности позволяют сделать вывод об экономической целесообразности данной технологической линии. Технологическая линия по изготовлению полимерных ящиков позволит решить проблему утилизации отходов, а также:
-
осуществить сокращение загрязнения окружающей среды твердыми бытовыми отходами;
-
осуществить экономию природных и энергетических ресурсов за счет максимального вовлечения отходов в хозяйственный оборот.
Массовое применение полимеров в народном хозяйстве в первую очередь вызвано комплексом механических свойств самих полимеров и материалов, полученных на их основе. Вследствие стремительного роста объемов потребления утилизация отходов пластмасс приобретает важное экономическое и экологическое значение. К тому же применение полимерных отходов полимеров позволяет решить сырьевые проблемы, в частности, сократить потребление первичных материальных ресурсов.
Среди рассмотренных и проанализированных способов обращения с пластиковыми отходами, переработка была выделены, как наиболее приемлемы вариант с экологической точки зрения. Однако, следует заметить, что все методы утилизации пластика имеют достаточное количество недостатков.
При переработке полимеров загрязняющие вещества выделяются как на основной стадии (органические кислоты, этенилбензол, оксид углерода), так и на вспомогательных (пыль термопластов, взвешенные частицы при пересыпке порошкообразных компонентов). Некоторые из них являются токсичными и относятся к высокому классу опасности (этенилбензол).
На основании выполненного расчета рассеивания загрязняющих веществ, предположив, что предприятие будет производить переработку пластмасс в зоне самых высоких фоновых концентраций указанных загрязнителей для города Красноярска, доказано, что подобные производства могут работать в крупных промышленных городах, так как гигиенические нормативы не нарушаются в силу нетипичности загрязняющих веществ.
По результатам экономической оценки эффективности и целесообразности выбранного способа утилизации сделан можно сделать вывод, что проект технологической линии является эффективным, так как индекс доходности (ИД) > 1 и чистый дисконтированный доход (ЧДД) > 0, а период окупаемости составляет 1,7 года.
Впрочем, есть и обратная сторона, связанная со сложностью сбора и сортировки отходов такого типа. Сбор и сортировка отходов пластмасс являются наиболее слабым звеном в процессе организации переработки как технологических отходов, так и в еще большей степени отходов потребления. Переработка отходов потребления отягощается их смешиванием с другими видами отходов. По этой причине необходима организация сбора бытовых отходов как в местах их образования – например, заведения общественного питания в случае пластиковой одноразовой посуды, так и повсеместные пункты приёма вторичного сырья.
Практика вторичной переработки пластика и прочих материалов в Европе давно реализована и стала привычной. К сожалению, в России, подобная практика сортировки еще не принята, и пройдет немало времени прежде, чем люди станут придерживаться правил даже в случае реализации экологической политики по обращению с отходами. Поэтому стоит отметить несомненную важность формирования экологической культуры среди всех слоев населения.
Библиографический список
- Бобович Б.Б. Переработка промышленных отзодов6 учебник для вузов/ Б.Б.Бобович, – М.: «СП Интермет Инжиниринг», 1999. – 445 с.
- Шубов, Л.Я. Технологии отходов (Технологические процессы в сервисе): Учебник / Л.Я. Шубов, М.Е. Ставронский, Д.В. Шехирев, – Москва: ГОУВПО «МГУС».- 2006.
- Бобович, Б.Б. Переработка отходов производства и потребления: Справочное издание 1 / Б.Б.Бобович, В.В. Девяткин; под ред. докт. техн. наук, проф. Б. Б. Бобовича. – Москва: «Интермет Инжиниринг», 2000. -496с.
- Торнер Р. В. Оборудование заводов по переработке пластмасс: / Р.В. Торнер, М.С. Акутин — Москва: Издательство Химия, 1986. — 400 с, ил.
- Пискарев А.А. Нормирование расхода пластмасс в производствах их переработки. / А.А. Пискарев – Москва: Химия, 1989. – 96 с.
- Кулагина, Т.А. Теоретические основы защиты окружающей среды: Учеб.пособие/ 2-е издание, перераб. и доп. Красноярск: ИПЦ КГТУ,2003. 332с.
- Рециклинг. Сортировка отходов, минералов, стекла, пластмассы [Электронный ресурс]: статья // CSort.- Режим доступа: http://www.csort.ru/about/articles/articles_22.html
- Жилищное и коммунальное хозяйство – 2012. – №8/9.- С. 39-42
- Пиролиз пластика и пластмассы // Polimers LLC [Электронный ресурс].- Режим доступа: http://polimers.at.ua/publ/piroliz_plastika_i_plastmassy/1-1-0-1902
- Пикник на обочине; Одноразовая и пластиковая перспектива // Посуда ИнФо – 2010. – №3.
- Стекло и пластик. Возможности для роста // Посуда ИнФо – 2015. – №1.
- Способы обращения с отходами // Экологический вестник России – 2010. -№6. – С.38-40.
- Полистирол и полипропилен: поединок пластмасс для термостойкой и одноразовой посуды // Посуда ИНФО -2008. – №6.- С.58-59.
- ГОСТ Р 51289-99 Ящики полимерные многооборотные. Общие технические условия. – Введ. 01.01.2000 – Москва: Госстандарт, 2001. – 24 с.
- ГОСТ Р 51675-2000 Ящики полимерные многооборотные для бутылок с пищевыми жидкостями. Технические условия. – Введ. 01.07.2001 – Москва: Госстандарт, 2001.- 15 с.
- Основы технологии переработки пластмасс: учебник для ВУЗов / С.В. Власов [и др.] – 2-е изд., испр. и доп. – Москва: Химия, 2004. – 600 с.
- Ла Мантиа Ф. (ред.) Вторичная переработка пластмасс. / Пер. с англ. под. ред. Г. Е. Заикова – СПб.: Профессия, 2006. – 400 с.: ил.
- Шварц О. Переработка пластмасс / О. Шварц, Ф.-В.Эбелинг, Б. Фурт – Санкт-Петербург, Профессия, 2005. – 320 с.
- Брацыхин Е.А. Технология пластических масс: учеб. пособие для техникумов. / Е.А. Брацыхин, Э.С. Шульгина – 3-е изд., перераб. и доп. – Л.: Химия, 1982. – 328 с., ил.
- Калинчев Э.Л. Оборудование для литья пластмасс под давлением. Расчет и конструирование. / Э.Л.Калинчев, Е.И. Калинчев, М.Б. Саковцева – М.: Машиностроение, 1985. – 256 с.: ил.
- Басов Н.И. Техника переработки пластмасс / Н. И. Басов, В. Брой – М.: Химия, 1985. – 528 с.
- Артёмов А. В. Расчетные методы определения загрязняющих веществ в атмосфере от предприятий по производству и переработке полимерных материалов: метод. указ. для самост. работ / А.В. Артёмов – Екатеринбург: УГЛТУ,2013.
- Удельные показатели образования вредных веществ, выделяющихся в атмосферу от основных видов технологического оборудования для предприятий радиоэлектронного комплекса: расчетная методика / – Санкт – Петербург, 2006. – 160 с.
- Методика проведения инвентаризации выбросов загрязняющих веществ в атмосферу для авторемонтных предприятий (расчетным методом): методические указания: Москва. – 1998г.
- Методика расчета концентраций в атомсферном воздухе вредных веществ, содержащихся в выбросах предприятий: ОНД-86, Госкомгидромет: – Введ. 04.08.1986 – Ленинград Гидрометеоиздат. – 1987.
- Промышленная экология. Отходы промышленного предприятия: метод. указания по выполнению курсового проекта [Электронный ресурс] / сост. Т.А. Кулагина, Е.Н. Писарева. – Красноярск: Сиб. федер. ун-т, 2011. – 44 с.
- Квашнин И.М. Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация / И.М.Квашнин.- М.: АВОК-Пресс, 2005 – 390 с.
- Экономика природопользования. Методические указания по выполнению курсовой работы для специальности 330200 (280202) «Инженерная защита окружающей среды» / Сост. Ж.В. Миронова; ГУЦМ и З, Красноярск, 2005. - 28 с.
Количество просмотров публикации: Please wait