

Торцово-цилиндрическая фреза с равной стойкостью боковых и торцовых режущих пластин является логическим развитием работ [1-3] с точки зрения совершенствования технологических, конструктивных и эксплуатационных параметров.
Торцово-цилиндрические фрезы являются разновидностью концевых фрез, имеющих удлиненную рабочую режущую часть. Сменные режущие пластины в этих фрезах распределены в шахматном порядке; здесь нет сплошного режущего лезвия. Cменные режущие пластины распределены c обеспечением взаимного перекрытия при резании. Часть металла несрезанная пластинами, установленными в одном пазу (паз с установленными пластинами в данной фрезе и есть зуб ), срезается по мере поворота фрезы пластинами, установленными в другом пазу. Это делается для того, чтобы уменьшить окружную силу резания.
Торцово-цилиндрические фрезы изготавливаются и рекламируются многими компаниями, в том числе компаниями PRAMET, CКИФ-М.
Имеются государственные стандарты на эти фрезы: ГОСТ 28719-90 Фрезы насадные торцово-цилиндрические с винтовыми зубьями со сменными твердосплавными пластинами; ГОСТ 28709-90 Фрезы концевые с удлиненной рабочей частью и винтовыми зубьями со сменными твердосплавными пластинами.
Торцово-цилиндрические фрезы предназначенные для фрезерования глубоких пазов, уступов, различных закрытых щелей и карманов в деталях из конструкционных, легированных и углеродистых сталей и сплавов.
При этом пластины торцовой части фрезы нагружены усилиями значительно чаще особенно при наличии осевой подачи, чем радиальные режущие пластины, и износ пластин торцовой части выше и стойкость меньше. Глубокие пазы, щели и карманы при большой ширине фрезерования целесообразно обрабатывать за несколько проходов (после каждого прохода углубляя фрезу) из -за риска возникновения вибраций. Обработка за несколько проходов производится и в тех случаях, когда прочность тела фрезы недостаточная, а также когда недостаточная мощность станка.Увеличение стойкости торцовой части фрезы можно получить установкой дополнительных зубьев в торцовой части фрезы.
На рис.1 показан общий вид концевой фрезы со сменными режущими пластинами.
На рис.1: 1 – хвостовик; 2 – торцовая плоскость фрезы; 3 – цилиндрическая режущая часть; 4 – рабочая сторона Г-образного паза; 5 – нерабочая сторона Г-образного паза; 6 – винты крепления; 7 – боковые режущие лезвия сменных радиальных режущих пластин 8; 11 – торцовые режущие пластины (крайние режущие пластины радиальных режущих пластин 8) ; 9 – боковые режущие пластины торцовых режущих пластин 11; 10 – торцовые режущие лезвия торцовых режущих пластин 11; 15 – дополнительные специальные
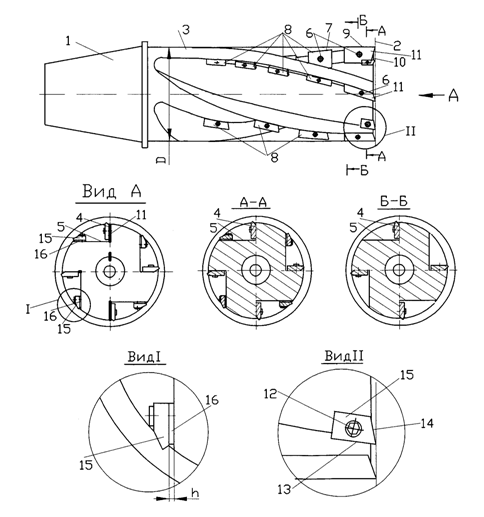
Рис.1. Общий вид торцово-цилиндрической фрезы с равной стойкостью радиальных и торцовых режущих пластин
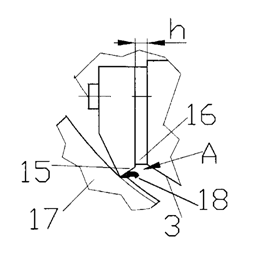
Рис.2. Стружка 18, снимаемая дополнительной специальной торцовой режущей . пластиной в зоне стружечной канавки А
торцовые режущие пластины; 12 – винты крепления дополнительных специальных торцовых режущих пластин; 13 – боковые режущие лезвия дополнительных специальных торцовых режущих пластин; 14 – торцовые режущие лезвия дополнительных специальных торцовых режущих пластин; 16 – реулировочная подкладка; D – наружный диаметр фрезы; h – толщина регулировочной подкладки.
На рис. 2 показана стружка, снимаемая дополнительной специальной торцовой режущей пластиной.
На рис.2: 3 – цилиндрическая режущая часть фрезы; 15 – дополнительная специальная торцовая режущая пластина; 16 – регулировочная подкладка; 17 – обрабатываемая поверхность; 18 – стружка; А – зона размещения стружки.
Во взаимосвязи и в сочетании всех конструктивных элементов торцово-цилиндрическая фреза выглядит следующим образом.
Торцово-цилиндрическая фреза, содержит хвостовик 1, торцовую плоскость фрезы 2, цилиндрическую режущую часть 3 диаметром D, имеющую винтовые Г-образные пазы со взаимно перпендикулярными сторонами 4 и 5, в которых одна сторона паза 4 рабочая и содержит по диаметру цилиндрической части множество закрепленных винтами 6 и имеющих только боковые режущие лезвия 7 сменные радиальные режущие пластины 8, крайние из которых, имеющие и боковые 9 и торцовые 10 режущие лезвия, являются торцовыми режущими пластинами 11 и крепятся у торцовой плоскости фрезы 2. На другой, нерабочей стороне паза 5 устанавливаются и крепятся винтами 12 имеющие и боковые 13 и торцовые 14 режущие лезвия дополнительные специальные торцовые режущие пластины 15,торцовая часть которых находится у торцовой плоскости фрезы 2, а цилиндрическая режущая часть которых находится на диаметре D цилиндрической режущей части фрезы, причем под этими дополнительными специальными режущими пластинами установлены регулировочные подкладки 16, толщиной h=4 мм.
В результате изменения конструкции фрезы увеличена стойкость торцовой части фрезы, содержащей торцовые режущие пластины 11 и дополнительные специальные режущие пластины 15.
Торцовые режущие лезвия нагружены значительно чаще, чем боковые режущие лезвия, и поэтому износ торцовых режущих лезвий значительно больше.
Это известно давно и существуют различные способы борьбы с этим недостатком.
Устранение этого недостатка ведется в том числе по пути увеличения стойкости, путем комплексного применения износостойких покрытий, наиболее подверженного износу участка зубьев у торцовой плоскости фрезы. Об этом свидетельствуют следующие работы: Курочкин А.В. Повышение работоспособности твердосплавных концевых фрез путем оптимизации архитектуры многослойных наноструктурированных износостойких покрытий. Автореферат на соискание ученой степени кандидата техничеких наук. Рыбинский государственный авиационно-технологический университет имени П.А.Соловьева 2012 г. 26с. (на стр. 16);
Свидетельство о регистрации объекта интеллектуальной собственности 10-277. Проектирование и изготовление износостойких покрытий для твердосплавного режущего инструмента, применяемого для обработки деталей газотурбинных двигателей из труднообрабатываемых материалов, Д.И.Волков, В.И.Полетаева, В.В.Махрютин, А.В.Курочкин, М.О.Мезенцев. 2010.
В работе [ 1 ] повышение стойкости достигается установкой дополнительных зубьев (режущих пластин) в торцовой части фрезы. Дополнительные зубья (режущие пластины) берут на себя часть работы резания и увеличивают стойкость фрезы в торцовой части и, следовательно, увеличивают фрезы в целом.
Может быть конструктивный вариант на базе стандартной фрезы СКИФ-М, у которой в сменной торцовой части будет выполнено в два раза больше Г-образных пазов и, следовательно, будет больше в два раза больше торцовых режущих лезвий; в следствие этого будет обеспечиваться равная стойкость боковых и торцовых зубьев. Упомянутый конструктивный вариант может быть реализован и для фрезы ГОСТ 28709-90, где торцовая часть не будет сменной, а будет выполнена цельной с основной частью фрезы (эта конструкция менее технологична,но крепление пластин прочнее) .
Во фрезе на рис.1 увеличение стойкости также достигается установкой дополнительных зубьев или режущих пластин в торцовой плоскости фрезы. Но конструктивно фреза на рис.1 и [ 1 ] фреза имеют совершенно различные конструкции и здесь нет даже точек соприкосновения. Конструктивно фреза [ 1 ] содержит затылки (выступы на теле фрезы) и к этим затылкам припаиваются твердосплавные прямолинейные режущие пластины (зубья); дополнительные зубья представляют собой косые режущие пластины, которые припаиваются между затылками. Фреза на рис.1 выполненная на основе фрезы ГОСТ 28709-90, имеет сравнению с [ 1 ] совершенно другую конструкцию. Эта концевая фреза на рис.1 со сменными режущими пластинами имеет винтовые Г-образные пазы со взаимно перпендикулярными сторонами, в которых одна сторона паза рабочая и содержит по диаметру цилиндрической части множество закрепленных винтами сменные режущие пластины. Чтобы установить здесь дополнительные пластины нужно изобрести конструктивный прием, позволяющий эту установку реализовать.
Под этими дополнительными специальными режущими пластинами на рис.1 установлены регулировочные подкладки, толщина которых определяется в зависимости от условий эксплуатации фрезы.
Винтовые пазы в этой фрезе имеют прямоугольную форму. Это необходимо для того, чтобы был свободный доступ для удобства изготовления креплений режущих пластин на рабочей стороне паза; сверла, развертки,мечики, отвертки во время работы параллельны нерабочим сторонам паза и поэтому нет затруднений при работе этими инструментами. Нерабочая сторона паза перпендикулярна рабочей стороне паза; в этом есть технологическая востребованность. После выполнения установочных креплений для пластин на рабочей стороне паза нерабочая сторона паза в принципе не востребована и здесь имеет место свободное пространство для размещения дополнительной торцовой режущей пластины. Это использовано во фрезе на рис.1. Подкладка толщиной h под дополнительными специальными режущими пластинами нужна для улучшения отвода стружки из зоны резания. Подкладка поднимает режущую пластину и под ней образуется пространство, предназначенное для размещения стружки. Cтружка бывает разная в зависимости от фрезеруемого металла.
При обработке хрупкого металла, например чугуна, имеет место стружка надлома, которая рассыпается сразу в зоне резания. При такого вида стружки удовлетворительное фрезерование может происходить и без наличии подкладок.
При фрезеровании обычных машиностроительных сталей (сталь 45 НВ 180-217, сталь40Х НВ2431-285 ГОСТ4543-71 ), а также труднообрабатываемых сталей(сталь 40XН2МА,18Х2Н4МАНВ 300-320 ГОСТ 4543-71), получается стружка скалывания .
Стружка скалывания имеет внешне вид непрерывной ленты, но при соприкосновении с твердым препятствием, то есть при небольшом усилии на нее, сразу рассыпается на отдельные небольшие фрагменты. При такой стружке нужна подкладка толщиной ориентировочно h =1,5 мм для того, чтобы под этой подкладкой происходило размещение фрагментов стружки, прежде чем эта стружка перемещаясь по режущим лезвиям, установленным на винтовых пазах, попадает в зону, где отсутствуют дополнительные торцовые режущей пластины и где достаточно места для размещения стружки.
Но при обработке мягких и вязких металлов (сталь 08 НВ110-150, сталь 10 НВ137-160, сталь 20 НВ123-167,сталь 30 НВ143-170 ГОСТ4543-71) получается сливная стружка. Сливная стружка имеет форму сплошной ленты и при недостатке пространства для ее размещения эта стружка сильно деформируется, но не распадается.
При таком виде стружки целесообразна подкладка толщиной ориентировочно h =4 мм.
Таким образом подкладка толщиной h =4 мм пригодна для любой стружке, при обработке типовых машиностроительных сталей и при типовых режимах фрезерования, но тем не менее необходимо учесть следующее. Окончательная величина h принимается с учетом конкретных условий производства, так как и стали могут быть не типовые и режимы обработки могут быть не типовые при всем многообразии технологических процессов в промышленности.
Cледует отметить то обстоятельство, что при изменении толщины подкладки необходимо изменять и толщину пластины, иначе цилиндрическая режущая часть дополнительной специальной торцовой режущей пластины не будет находится на диаметре цилиндрической режущей части фрезы,
Отличительная особенность фрезы на рис.1 состоит в том, что на другой, нерабочей стороне винтового паза устанавливаются и крепятся винтами имеющие и боковые и торцовые режущие лезвия дополнительные специальные торцовые режущие пластины, торцовая часть которых находится у торцовой плоскости фрезы, а цилиндрическая режущая часть которых находится на диаметре цилиндрической режущей части фрезы, причем под этими дополнительными специальными режущими пластинами установлены регулировочные подкладки, толщина которых определяется в зависимости от условий эксплуатации фрезы; это есть существенный признак фрезы на рис.1.
Дополнительные специальные режущие пластины берут на себя часть работы резания и увеличивают стойкость фрезы в наиболее изнашиваемой зоне, то есть в торцовой части и, следовательно, увеличивают стойкость фрезы в целом. Стойкость фрезы увеличивается ориентировочно в два раза. Число зубьев в торцовой части (наиболее изнашиваемой) увеличивается ориентировочно в два раза и, следовательно во столько же раз увеличивается стойкость фрезы в целом.
Для предотвращения заштыбовки стружки в зоне резания дополнительных специальных режущих пластин под этими пластинами установливаются подкладки толщиной h = 4 мм, которые пригодны для любых видов стружек (сливной стружки, надлома и скалывания) при диаметрах фрез D=100 мм и менее (до D=100 мм).
Угловые расстояния в торцовой части фрезы между режущими пластинами: между торцовыми режущими пластинами 11 одинаковые и между дополнительными специальными режущими пластинами 15 одинаковые.
Пространство, зона для размещения стружки А на рис.2 между режущей частью дополнительной специальной режущей пластиной 15, подкладкой 16 и обрабатываемой поверхностью 17 представляет собой стружечную канавку, в которой происходит размещение фрагментов стружки 18, прежде чем эта стружка перемещаясь по режущим лезвиям, установленным на винтовых пазах, попадает в зону, где отсутствуют дополнительные специальные торцовые режущей пластины и где достаточно места для размещения стружки.
Если объем пространства А будет недостаточен, то будет происходить застревание стружки в зоне резания и царапание обрабатываемой поверхности 17, снижая ее чистоту.
Концевая фреза при фрезеровании может находиться в горизонтальном положении (как показано на фиг.1), в вертикальном положении, то есть торцовой частью вниз) и в наклонном положении.
При наличии Г-образных пазов со взаимно перпендикулярными сторонами изготовление креплений для дополнительных специальных торцовых режущих пластин на нерабочей стороне паза не представляет трудностей; не представляет трудностей и установка и замена режущих пластин.
При типовых режимах резания толщина стружки имеет толщину К= 0,1 мм (при подаче S = 0,1 мм/зуб и диаметре фрезы D=100мм) в средней части фрезы и К1= 0,05 мм в торцовой части фрезы, где число зубьев в два раза больше. Но при такой сравнительно небольшой толщине стружка деформирует, принимая кольцеобразную форму, и нужна стружечная канавка для ее размещения.
Фрезерование без наличия подкладок можно производить только при небольших подачах.
Дополнительные режущие пластины уменьшают шероховатость обрабатываемой поверхности торцовой частью; уменьшению шероховатости и увеличению качества поверхностей деталей машин уделяется большое внимание [ 4 ].
Объективно проявляющийся положительный технический результат состоит в увеличении стойкости концевой фрезы. Увеличение стойкости достигается установкой дополнительных режущих пластин в торцовой части фрезы. Дополнительные режущие пластины берут на себя часть работы резания и увеличивают стойкость фрезы в наиболее изнашиваемой зоне, то есть в торцовой части и, следовательно, увеличивают стойкость фрезы в целом. Длина дополнительных специальных торцовых режущих пластин может быть меньше длины торцовых пластин, но длина цилиндрической режущей части дополнительных специальных режущих пластин не должна быть менее 2 мм (как резерва при переточке пластин по торцу).
ВЫВОДЫ
Конструкция фрезы обладает свойством новизны и промышленной применимости: № заявки полезной модели 2015107099.
Установки дополнительных режущих пластин в торцовой плоскости фрезы на нерабочей стороне Г-образного паза есть существенный признак конструктивной особенности фрезы. Объективно положительно проявляющийся технический результат состоит в увеличении стойкости концевой фрезы.
Библиографический список
- Патент на полезную модель №125502 РФ МПК7 В23В 27/16 Концевая фреза повышенной стойкости/ Черкашин В.П., Водилов А.В.
- Черкашин В.П. Концевая фреза с равной стойкостью боковых и торцовых режущих лезвий// Вестник машиностроения.-2008.- №11.- C.53-55.
- Черкашин В.П., Водилов А.В. Анализ температурных полей концевой фрезы с равной стойкостью боковых и торцовых режущих лезвий при фрезеровании труднообрабатываемых сталей// СТИН(станки и инструмент).-2013.- №9.- C.23-28.
- Елкин М.С. Исследование влияния износостойких покрытий режущего инструмента на параметры качества обработанной поверхности при чистовом фрезеровании концевыми фрезами лопаток и моноколес ГТД. Канд. диссертация.-: Рыбинский госуд. авиационно-технологический университет им. П.А. Соловьева,2014. 180 c.
Количество просмотров публикации: Please wait