

В результате механической обработки деталей, их поверхность имеет неровности, выступы и впадины сложных очертаний, осуществляющих существенное влияние на эксплуатационные показатели изделий. Это обуславливает тщательный контроль качества обработки поверхностей деталей, который во многих случаях затруднен профилем поверхности. Поэтому широко используются оптические, в частности лазерные измерительные приборы для контроля шероховатой поверхности [1].
Был проведен анализ типологии измерительных средств для контроля шероховатой поверхности с использованием сфероидних рефлекторов. Лазерное контрольное устройство в сочетании со сфероидним рефлектором дает возможность оценить высоту микронеровностей поверхности обрабатываемой детали, подобрать оптимальные режимы обработки при максимальной производительности а так же предупредить брак деталей [2]. На основании систематизации принципов их работы, произведено принципы построения подобных устройств, состоящих в необходимости сканирования исследуемой поверхности апертурой малых размеров с протекающим изменением радиального наклона сканирующего луча. Как элемент оптической системы применяется сфероидный рефлектор изображен на рис.1, который имеет относительно простую конструкцию и небольшие размеры. Возможность изменения разрешения преобразователя, низкий уровень шумов, широкий спектральный диапазон, высокое быстродействие, высокий динамический диапазон позволяют использовать координатные фотоприемники, в частности ПЗС камеры, без включенного блока автоматической регулировки усиления для обеспечения фотометрического сходства измеренного сигнала.
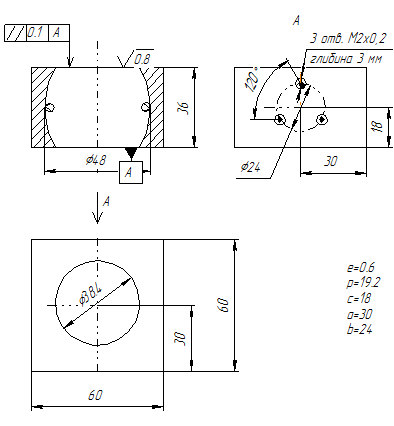
Рисунок – 1 Сфероидный рефлектор
В работе предложен метод контроля углового распределения рассеянного излучения с помощью сфероидного рефлектора. Сущность метода проиллюстрирована устройством, изображенным на рис.2. В устройстве используется лазерный источник излучения 3, параметры которого (мощность, длина волны, степень когерентности, режим , диаметр пучка и т.д. ) зависят от исследуемого объекта 4 и определяются его структурой. Блок управления БК обеспечивает механический поворот лазера 3 на угол ξ. Луч света под этим углом направляется на шероховатую поверхность, взаимодействует с ней, и в виде пятна рассеяния, содержащий диффузную и зеркальную составляющую , проектируется с первой фокальной плоскости сфероидного рефлектора 1 в его вторую фокальную плоскость и переносится с помощью формовочной оптической системы 2 на координатный приемник излучения и анализируется с помощью ПК. Характерной чертой сфероидного рефлектора является его ортогональная усеченность по фокальным плоскостям , что обеспечивает проектировочные свойства при размещении опытного образца в одной из фокальных плоскостей .
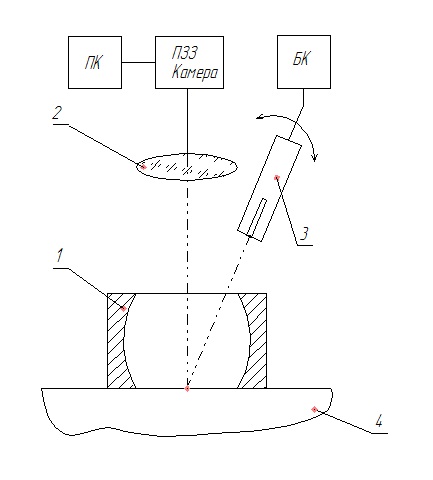
Рисунок – 2 Схема установки для контроля шероховатой поверхности сфероидним рефлектором
Использование сфероидних рефлекторов – расширит область применения, даст возможность получать более точные результаты о шероховатости поверхности в не зависимости от типа обработки, позволит сократить затраты времени на подготовку к измерению шероховатости поверхности, влиять непосредственно на обрабатывающей процесс, также будет возможность останавливать или продолжать обработку поверхности зависимо от полученных результатов измерения [1]. Также использование сфероидних рефлекторов позволяет контролировать шероховатость поверхности практически в любой точке детали.
Исходя из результатов работы всей системы и результатов моделирования этой системы, получаем возможность подобрать необходимую конфигурацию рефлектора для конкретной измерительной системы.
Библиографический список
- Безуглий М.О., Ботвиновський Д.В., Зубарев В.В., Коцур Я.О., Метод фотометричного дзеркального еліпсоїда обертання для дослідження шорсткості поверхні // Методи та прилади контролю якості, Ів.-Франк., 2011, вип. №27, с.77-83
- Кеткович А., Яковлева Н., Чичигин Б., Лазерная компьютерная система контроля профиля //Контороль. Диагностика, 2007, № 3 (105).
Количество просмотров публикации: Please wait