

Для создания смесей крупного заполнителя бетона заданных фракционных составов, возможно два пути.
Существующее технологии предусматривают предварительный рассев дробленного каменного материала на отдельные фракции и далее их смешивание в требуемых сочетаниях. Но возможен и другой метод, который основан на непрерывном контроле и определении фракционного состава крупного заполнителя в потоке, т.е. подаваемого в бетонно-смесительное отделение. Для доведения фракционного состава, подаваемого в бетонно-смесительное отделение потока дробленного каменного материала, до необходимого в него добавляется недостающие фракции в том или ином количестве. Для этого в технологический процесс формирования смесей крупного заполнителя требуемого фракционного состава включается дополнительная технологическая линия формирования запасов крупного заполнителя требуемых фракционных составов с размещением их в отдельных бункерах-хранителях, откуда они порционно подаются в общий поток дробленного каменного материала.
Данная технологическая линия функционирует следующим образом. Поток дробленного каменного материала пропускается через ситовой классификатор, разделяющий крупный заполнитель по составляющим заданного фракционного состава. Они подаются в бункера-хранители, из которых в определенных порциях каменный материал дополнительно подается в основной поток. В этой технологической линии управляемым элементом является ситовой классификатор, состоящий из комплекта сит с различными размерами ячеек.
Для решения такой задачи требуется иметь возможность составлять переменные комплекты из отдельных сит, т.е. сит с различными размерами ячеек. Управление функционированием этого ситового классификатора выполняется следующим образом. Поток дробленного каменного материала пропускается через ситовой классификатор, в котором фракционный состав каждой фракции определяется по наибольшему размеру зерен дробленного каменного материала, т.е. величиной ячеек сита, через которые этот поток прошел. Наименьший размер зерен каждой составляющей определяется размером ячеек на выходе из секции ситового классификатора, т.е. размером тех зерен, которые не прошли через входные сита последующей секции. С каждой позиции ситового классификатора получаемая масса дробленного каменного материала составляет одну из фракций, которая подается в свой, предназначенный для нее бункер-наполнитель, из которого поток этого дробленного каменного материала в соответственно отдозированном количестве подается в поток крупного заполнителя, транспортируемого в бетонно-смесительное отделение. Автоматизированное управление этим технологическим процессом создания дополнительных потоков дробленного каменного материала основано на информации о фракционном составе основного потока, подаваемого в бетонно-смесительное отделение, получаемой с радиационного или оптического гранулометров. По этой информации выполняется расчет количества дополнительно подаваемых в основной материал потоков из дополнительных бункеров-хранителей. Для этого необходимо автоматизированное управление дозированием потоков дополнительного дробленного каменного. Это автоматизированное управление осуществляется следующим образом.
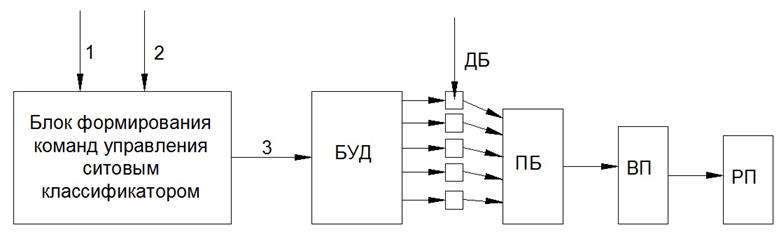
Рис. 1. Управление потоками дополнительного каменного материала, подаваемого в бетонно-смесительное отделение.
В блок формирования команд управления подачами крупного заполнителя заданного фракционного состава (БФК) подается команда 1, определяющая требуемый фракционный состав смеси дробленного каменного материала, команда 2, информирующая о реальном фракционном составе дробленного каменного материала в потоке, подаваемом в бетонно-смесительные отделения. По 1 и 2 выполняется расчет подаваемых потоков крупного заполнителя из дополнительных бункеров 3. Блок управления дозаторами (БУД) обеспечивают подачу потоков дробленного каменного материала из дополнительных бункеров (ДБ) в промежуточный бункер (ПБ) накопитель с вибропитателем ВП, подающим поток дополнительной смеси в количестве требуемом для получения продукта, т.е. смеси заданного состава рабочего потока (РП), подаваемого в бетонно-смесительные отделения.
Формирование отдельных потоков дробленного каменного материала заданных фракционных составов с помощью ситового классификатора выполняется в автоматизированном режиме следующим способом.
В ситовой классификатор подается поток дробленного каменного материала, перемещаемый на рабочем транспортере в бетонно-смесительное отделение. При этом уже на этапе подачи дробленного каменного материала на этот рабочий транспортер выполняется исключение из него двух фракций. То есть, каменного материала, гранулометрический состав которого превышает по своим размерам наибольшую фракцию. Это производится путем отсечения с помощью виброфильтра каменного материала, размер которого превышает заданный. Аналогично на выходе на рабочий транспортер из смеси дробленного каменного материала удаляется мелкая фракция, ненужная далее для приготовления бетонной смеси. Это выполняется путем рассева на вибросите проходящего каменного материала до попадания его на ленту транспортера.
Для разработки автоматизированной системы управления функционированием ситового виброклассификатора (грохота), предназначенного для подготовки смеси крупного заполнителя, необходимо реализовать следующие автоматизированные операции. На входе в транспортирующее устройство, подающее смесь дробленного каменного материала в последующую подачу такового в бетонно-смесительную процедуру, необходимо иметь виброотсекатель в виде решетчатого устройства, через которое не проходят продукты дробления, поперечный размер которых превышает допустимые габариты для наибольшей возможности для бетона данного состава размер камня. Аналогично после такой операции должно выполнять удаление из потока дробленного каменного материала недопустимо мелкой фракции и пыли так же с применением виброфильтрующего устройства в виде наклонной решетки, пульсирующей при прохождении потока крупного заполнителя. Длина и наклон такого фильтра и режим его вибрационного перемещения должны быть таковыми, чтобы удаление мелкой фракции и устранение запыления были достаточно эффективными. При осуществлении этих операций по удалению мелких фракций и пыли возможно и эффективное применение промывания потока каменного материала с подачей распределенного потока воды сверху вниз под некоторым давлением, интенсивность воздействия которого определяется экспериментально для конкретных технологических устройств, реализующих данный процесс.
В ситовом классификаторе так же автоматически должна производиться установка и переустановка отдельных сит в соответствии заданной крупностью заполнителя. Команды на все эти операции подаются с компьютера, управляющего формированием потока крупного заполнителя бетона с последующим использованием дополнительных подач дробленного каменного материала из бункеров-хранителей отдельных фракций.
Для осуществления вышеописанных манипуляций необходимо выполнить в автоматизированном режиме следующие операции. Для устранения сверхкрупных и недопустимо мелких фракций дробленного каменного материала в потоке крупного заполнителя на технологическом транспортере необходимо разместить соответственно виброотсекатели крупных и мелкий фракций. Автоматизация управления работой ситового классификатора выполняется следующим образом. В блоке выработки команд (БК) на функционирование ситовым классификатором на основе информации с радиационного гранулометра 1 и информации о требуемом фракционном составе крупного заполнителя 2 формируется команда 3 на установку ситовых устройств (БУСУ), формирующих отдельные фракции. Это в автоматизированном режиме выполняется путем установки в ситовом классификаторе отдельных сит, прохождение через которые и создают поток требуемых фракционных составов. Для этого автоматизировано выполняется установка требуемого набора сит по команде 4 на механизм перестыковки сит (МПС).
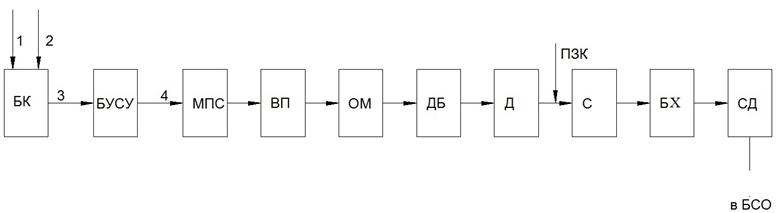
Рис.2
Автоматизация управления работой ситового классификатора
После установки отдельных сит в рабочие позиции включаются вибропривода (ВП), обеспечивающие функционирование ситового классификатора. Одновременно с включением виброприводов автоматически по команде включаются системы отбора каменного материала с отдельных сит, где формируются порции каменного материала различных требуемых составов на блоке отбора материала(ОМ). Отобранный материал каждого фракционного состава подается в дополнительные бункера (ДБ), откуда с использованием дозаторов (Д) в рабочий поток крупного заполнителя подается поток каменного материала заданных, требуемых фракций (ПКЗ).
Возможно для одновременного ввода в поток основного дробленного каменного материала, направляемого в бетонно-смесительное отделение, не отдельных дополнительных потоков материала требуемого фракционного состава, а сразу смеси этих дополнительных порций, с использованием промежуточных накопителей для получения таких смесей. Для этого потоки дробленного каменного материала из бункеров компенсаторов первоначально подаются в смеситель (С), в котором эти дополнительные потоки перемешиваются, и далее через бункер-хранитель (БХ) с помощью специального дозатора направления потока (СД) подаются в основной поток в соответствии с его интенсивностью для доведения фракционного состава дробленного каменного материала до требуемого.
Таким образом, при автоматизации работы ситовым классификатором можно получать на выходе технологического процесса материал заданной, необходимой крупности, то есть можно осуществлять досыпку каменного материала, для доведения состава крупного заполнителя до требуемого непосредственно в процессе приготовления композитного материала.
Список литературы
1. Абдулханова М.Ю., Воробьев В.А., Попов В.П. Материалы, технологии и автоматизация технологических процессов приготовления полуфабрикатов и изделий, используемых в дорожном строительстве, и автоматизации производственных процессов их приготовления.– М: Изд-во Российской инженерной академии, 2011. – 468 с.
2. Баженов Ю.М. Технология бетона. Учебник.– М: Изд-во АСВ, 2011. – 528 с.
3. Бунькин И.Ф., Воробьев В.А., Попов В.П. и др. Моделирование и оптимизация управления составом асфальтобетонных смесей. – М.: Изд-во Российской инженерной академии, 2001. – 328 с.
Количество просмотров публикации: Please wait